

Translate this page into:
The effect of silica on the properties of marble sludge filled hybrid natural rubber composites
*Corresponding author. Tel.: +92 21 34690350; fax: +92 21 34641847 khalilmsrc@gmail.com (Khalil Ahmed)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Peer review under responsibility of King Saud University.

Available online 21 February 2013
Abstract
Hybridization of natural rubber (NR) filled marble sludge (MS) and silica composite was prepared by adding various weight ratios of MS and silica. Compounding was carried out on a two-roll mill with total filler loading of 60 parts per 100 rubbers (phr). The composites were vulcanized at 140 °C. The effects of partial or complete replacement of MS with silica on physical characterization such as curing characteristics, mechanical and swelling parameters of composites were examined. Mechanical properties of composites, including tensile strength, elongation, modulus, tear strength, hardness, swelling parameters such as swelling ratio, volume fraction, crosslink density and shear modulus before and after aging, were analyzed. Results indicate that minimum torque, maximum torque, tensile strength, modulus, tear strength, hardness, and crosslink density volume fraction increased while elongation at break, swelling ratio and shear modulus decreased with the increasing silica loading in MS/NR/Silica hybrid composites. The aging test of corresponding hybrid composites was also evaluated at two different aging temperatures. The results in this work recommend that MS from marble processing industrial waste could be used as filler for cost savings in NR compounds.
Keywords
Marble sludge
Silica
Hybrid composite
Cure characteristics
Mechanical properties
Swelling properties
Aging

1 Introduction
Within the last decade, the effects of different types of fillers of Natural Rubber compounds have been evaluated. This is done for the improvement in overall physical and mechanical properties. Among these fillers carbon black (Salaeh and Nakason, 2012; Ismail et al., 1995), silica (Ismail and Freakley, 1996; Luginsland et al., 2002), calcium carbonate, clays (Ghari and Shakouri, 2012), titanium oxide (Ochigbo and Luyt, 2011) and magnesium hydroxide (Zhang et al., 2004) etc., are mostly used in rubber compounds. The addition of fillers to rubber compounds has a strong impact on the static and dynamic behavior of rubber (Morton, 1995). Fillers have an important direct action on the physical properties of rubber compounds. It is well known that in the filled rubber compounds, the efficiency of reinforcement depends on a complex interaction of filler related parameters, such as filler structure, size, shape, dispersion, surface area, surface reactivity, and bonding quality between fillers and rubber matrix (Frohlich et al., 2005).
Seo et al. (2008) conducted a study on non black fillers like silica that shows the enhancement in reinforcing properties. The performance of silica proves the capability as reinforcing material for the manufacturing of highly stable rubber products such as tire. The significant enhancement of tensile strength was achieved due to the physical entanglements of rubber molecules with the networks formed by silica particles. The dispersion of the networked silica in a rubber molecule is expected to be good because its surface is covered with organic materials. The openings formed in the networked silica additionally contribute to improve its dispersion by penetration of rubber molecules into it. They also investigated the advantages of networked silica in compounds as follows: (i) high performance as a reinforcing filler to enhance tensile strength; (ii) the high dispersion of silica in rubber compounds; and (iii) no emission of alcohol during rubber processing. Both carbon black and silica fillers are quite expensive commercially. There is a need, therefore to develop cheaper fillers from other natural resources. Recently, the application of fillers those obtained from industrial or agriculture wastes has attracted interest due to their low cost, and environment friendly nature. These include agricultural waste such as agricultural byproduct (Imanah and Okieimum, 2003), ground wood floor waste (Ichazo et al., 2006), bamboo (Ismail et al., 2002), white rice husk (Alan et al., 2011), etc., used as fillers for rubber and industrial wastes such as marble sludge from marble cutting industries and fly ash from power plants. Marble sludge is produced in the marble processing industry in Karachi city Pakistan during the cutting/polishing process of marble blocks. Attempts have been made using marble sludge waste for various purposes such as in cement and construction industries (Binici et al., 2007) ceramic tiles (Montero et al., 2009) and asphalt concrete (Karasahin and Terzi, 2007) but rarely it has been used as a filler in natural rubber compounds (Agrawal et al., 2004; Ahmed et al., 2012a,b, 2013c).
Thus, it was the aim of this contribution to assess the potential of the utilization of marble sludge in natural rubber compounds. So, the objective of the present investigation was to develop hybrid composites by partially or completely replacing 10 μm size particles of marble sludge powder by frequently used commercial fillers such as silica and to test the rheological, mechanical, swelling and the aging behavior of NR composites. The mechanical properties include tensile strength, 100% and 300% modulus, elongation at break, tear strength and hardness. Swelling test was conducted by measuring the swelling ratio, crosslink density and shear modulus of MS/NR/Silica hybrid composites.
2 Experimental
2.1 Materials and sample preparation
The materials used for the preparation of the compounds were:
Natural rubber (NR) ribbed smoked sheet (RRS) Sadao P.S. Rubber Co., Ltd. Thailand and precipitated silica (Zeosil-175) by Rhodia were obtained from Rainbow rubber industry. Marble sludge (MS) waste (waste product from marble cutting industry) was collected from local marble cutting industry. The marble sludge waste was dried in oven at 80 °C for 24 h and ground into fine particles and passed through a 10 μm sieve. Zinc oxide was use as an activator, stearic acid, tetra methylthiuram disulfide (TMTD) as an accelerator, bis-(3-triethoxysilylpropyl)-tetrasulfane (Si-69) as coupling agent, 3-dimethylbutyl-N-phenyl-p-phenylenediamine as antioxidant and sulfur as vulcanizing agent. All materials were used as received and purchased from local market.
2.2 Preparation of sample
Rubber was compounded according to the formulation given in Table 1, on a laboratory two-roll mill (16 × 33 cm). Mixing was done according to ASTM D 3182 (2001). The NR was masticated on the mill and the total amount of the filler was incorporated into the rubber (60 parts per 100 of the rubber, phr) with 10 μm size of MS, Silica (Si-69, 2% w/w based on the filler) and a different ratio of MS/Silica. The compounding ingredients were added in the following order: activators, filler, accelerators, and then sulfur. After mixing, the rubber compound was passed through the tight nip gap for 2–4 min and finally sheeted out. The sheeted rubber compound was conditioned at 25 °C for 24 h prior to cure assessment.
Compound recipe
Ingredient
00/00
60/00
50/10
40/20
30/30
20/40
10/50
00/60
NR
100
100
100
100
100
100
100
100
ZnO
05
05
05
05
05
05
05
05
Stearic acid
02
02
02
02
02
02
02
02
TMTDa
2.4
2.4
2.4
2.4
2.4
2.4
2.4
2.4
Antioxidantb
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
Sulfur
1.6
1.6
1.6
1.6
1.6
1.6
1.6
1.6
MSc
00
60
50
40
30
20
10
00
Silica
00
00
10
20
30
40
50
60
Si-69
00
1.2
1.2
1.2
1.2
1.2
1.2
1.2
2.3 Cure characteristics
The cure characteristics of the mixture were studied using a Monsanto Moving Die Rheometer (MDR 2000) according to ASTM method D 2084. Samples of the respective compounds were tested at a vulcanization temperature of 140 °C for 20 min. The torque was noted at every 30 s. The cure time, measured as t90, scorch time as tS2, maximum torque, minimum torque, etc., were determined from the rheograph.
The cure rate index, which is a measure of the rate of cure is calculated according to the equation given below (Dannenberg 1975) (Eq. (1)).
2.4 Vulcanization process
The compounded rubber stock was then cured in a compression molding machine at 140 °C and at an applied pressure of 10.00 MPa for the respective optimum cure time (t = t90) obtained from rheographs. After curing, the vulcanized sheet was taken out of the mold and immediately cooled under tap to stop further curing. Rheometer tests at 140 °C showed that 90% crosslinking occurs at the corresponding cure time for each MS/NR/Silica hybrid composites. All samples were cured at this temperature for the specific cure time and stored in a cool dark place for 24 h before testing.
2.5 Mechanical properties
The properties of MS/NR/Silica hybrid composites were measured with several techniques based on ASTM. The tensile strength, elongation at break, modulus, and tear strength were measured by Tensile tester (Instron 4301), according to ASTM-412 and ASTMD-624. Samples were punched out from the molded sheets with a dumbbell-shaped die for tensile strength and angular specimens for tear strength. The crosshead speed was maintained at 500 mm/min at room temperature. The hardness of the sample was determined using the Shore hardness tester, according to ASTM D 2240.
2.6 Swelling property
The chemical crosslink densities of MS/NR/Silica hybrid composites were determined by the equilibrium swelling method according to ASTM D 471. A sample weighing about 0.2–0.25 g was cut from the compression-molded rubber sample. The samples were soaked in pure toluene at room temperature allowed to reach diffusion equilibrium. After 5 days, the test pieces were taken out one by one and the adhered liquid was rapidly removed by blotting with filter or tissue paper, and the weight after swelling was measured immediately. It was then dried under vacuum at 80 °C up to constant weight and the desorbed weight was taken. The swelling ratio of the sample was calculated from the following equation (Unnikrishnan and Thomas, 1994) (Eq. (3)).
2.7 Thermal aging
The thermal aging of the MS/NR/Silica hybrid composites was done for 96 h at 70 °C and 100 °C as per ASTM D 573. The properties of accelerated aging were measured after 24 h of aging test. Tensile strength, modulus, elongation at break, tear strength, hardness, resilience, abrasion loss and compression set of the MS/NR/Silica hybrid composites after aging were calculated to estimate aging resistance. Percentage of retention in properties of the specimen is calculated as bellow (Eq. (7)).
3 Results and discussion
3.1 Characterization of marble sludge
Surface area of the silica and marble sludge dry powder was determined by the Brunauer, Emmett and Teller (BET) adsorption technique applying nitrogen isotherm on a Micromeritics Tristar 3000, surface area and porosity analyzer. The following relation was used to find out the surface area: (Eq. (8))
Table 2, gives the BET adsorption results of the commercial silica and marble sludge dry powder. From the table it is clear that silica has a higher surface area than that of marble sludge dry powder. So higher the surface area, lower the particle size.
Sample #
Item
Surface area, m2/g
1
Marble sludge dry powder
13
2
Silica
178
The chemical composition of MS was determined using WDX-ray fluorescence spectrometer (model S4 pioneer Bruker AXS, Germany) as shown in Table 3. It is evident from the results that chemically MS composed of calcium and magnesium compounds in large amounts. Silica, aluminum oxide and iron oxide are also present in small amounts. The values obtained from the relative metal component of marble sludge of atomic absorption spectroscopic study is in close proximity to those obtained from X-ray florescence spectrometer study.
Components
Weight %
CaO
68.6
MgO
22.13
SiO2
3.89
Al2O3
2.785
Fe2O3
0.603
Cr2O3
0.24
ZnO
0.20
TiO
0.549
The above observation shows that the marble powder is basically composed of calcium carbonate, magnesium carbonate with small amounts of silicate, aluminum oxide and iron oxide.
3.2 Cure characteristics
Cure characteristics such as minimum torque, maximum torque, cure time, scorch time, cure rate index and cure rate of MS/NR/Silica hybrid composite at 140 °C are shown in Table 3. The addition of silica in composites resulted in an increase in the minimum torque and maximum torque. Both the torques mainly depend on the extent of crosslinking and reinforcement by filler particles in the polymer matrix (Abdul Kader and Changwoon, 2004). The reduced macromolecular mobility is often due to the reinforcing effect of the filler composition as silica-filled rubber has a higher viscosity than an unfilled or partially filled compound in MS/NR/Silica hybrid composite. It is also clear that the various weight ratios of MS/silica gradually improved the interaction between filler and the NR matrix. Minimum torque is an indirect measure of the viscosity of the compound (Wolff and Wang, 1992). The increase in minimum torque found in these MS/NR/Silica hybrid composites is simply due the physical stiffness of the compound. The value of scorch time and cure time with increasing amounts of silica is also evident from Table 3. Both the scorch time and cure time of MS/NR/Silica hybrid composite decreases with the addition of silica.
The cure properties of the MS/NR/Silica hybrid composition were noticeably better than those of the unfilled NR compound. The reduction in scorch time and cure time might be the results of shear heating, which is more pronounced in the MS/Silica ratio with high silica content filled MS/NR/Silica hybrid and Silica/NR compounds. It was also attributed to the presence of a high number of crosslinks in the hybrid composite.
The cure rate results in Table 4 show that curing rate increases with the addition of silica in hybrid composite. It is observed that for curing temperature 140 °C the initiation period is very short, the vulcanization is very fast and the process ends with reversion. This means that curing at high temperature decreases the mechanical property. The results indicate that silica is more beneficial in terms of cure properties for MS/NR/Silica hybrid composite as compared to MS/NR composite this may be due to the surface area of silica which is greater than MS.
Properties
MS/Silica ratio, phr
Unfilled
60/00
50/10
40/20
30/30
20/40
10/50
00/60
Min. torque, dNm
0.25
0.43
0.45
0.47
0.56
0.68
0.82
1.12
Torque at tS2, dNm
0.79
1.04
1.06
1.12
1.19
1.31
1.38
1.52
Torque at t90, dNm
2.13
3.36
3.41
3.60
3.72
3.81
3.96
4.07
Max. torque, dNm
2.63
3.85
3.93
4.06
4.22
4.46
4.76
5.26
Cure time t90, min
4.38
4.86
4.78
4.60
4.53
4.41
4.23
4.15
Scorch time tS2, min
2.47
1.76
1.74
1.69
1.65
1.59
1.56
1.51
CRI, min−1
0.523
0.323
0.329
0.343
0.347
0.354
0.374
0.378
Cure rate, dNm min−1
0.701
0.748
0.773
0.852
0.878
0.886
0.966
0.966
3.3 Mechanical properties
The composite containing 60 phr of silica has the maximum tensile strength as expected. This suggests that this is the optimum tensile strength. Influence of silica content replacing with MS on the tensile strength of the NR composites is shown in Table 5.
Hybrid ratio
Mechanical properties
Tensile strength, MPa
100% Modulus, MPa
300% Modulus, MPa
Tear strength, N/mm
% Elongation at break
Hardness, Shore-A
00/00
5.08
0.73
1.51
15.96
952
30.00
60/00
11.64
1.48
2.41
24.90
620
47.00
50/10
12.28
1.63
2.83
25.83
583
52.00
40/20
13.98
1.66
2.87
28.00
570
53.00
30/30
17.10
1.80
3.00
29.95
518
59.00
20/40
20.38
1.94
3.25
34.00
440
63.00
10/50
21.75
1.98
3.38
38.25
405
70.00
00/60
23.12
2.04
3.77
42.00
311
74.00
It shows the variation of tensile strength with the weight increase of silica in total filler content. The composite containing only silica has the highest tensile strength where as the composite containing only MS exhibits the lowest value. As mentioned earlier, silica has higher aspect ratio in comparison with MS. Thus, by increasing the amount of the silica in the hybrid composites, the tensile strength improves. This suggests that the tensile strength of the NR composite is dependent more on the weight of silica than MS, which could be due to good filler–rubber interaction. Strong rubber–filler interaction would increase the effectiveness of the stress transferred from the rubber matrix to filler particles dispersed in the rubber matrix (El-Nashar et al., 2006). The dependence of the reinforcement of the silica content can be seen in their mechanical behavior, especially in the ultimate tensile values.
Percent retention of tensile strength is shown in Fig. 1. Thermal aging of the MS/NR/Silica composites caused the tensile strength to deteriorate, especially at 100 °C for 96 h (Bhowmick and White, 2002). It was observed that percent retention of tensile strength at 70 °C slightly increased up to some extent with the varying composition of MS/Silica up to 50/10 and remains almost constant at a higher concentration of silica in the Tensile strength of hybrid NR composites. Percentage retention at 100 °C increases till 40/20 composition and then decreases after further replacing the MS by silica at 30/30, 20/40, and 10/50 compositions. There is slight increase in percentage retention in 00/600 composition. This is explained that both aging temperatures show lower retention (below 100%), after thermal aging. However, aging at 70 °C for 96 h of MS/NR/Silica hybrid composites shows a higher retention of tensile strength after thermal aging compared to that of 100 °C for 96 h as illustrated in Fig. 1. This could be due to the better thermal stability at a lower temperature.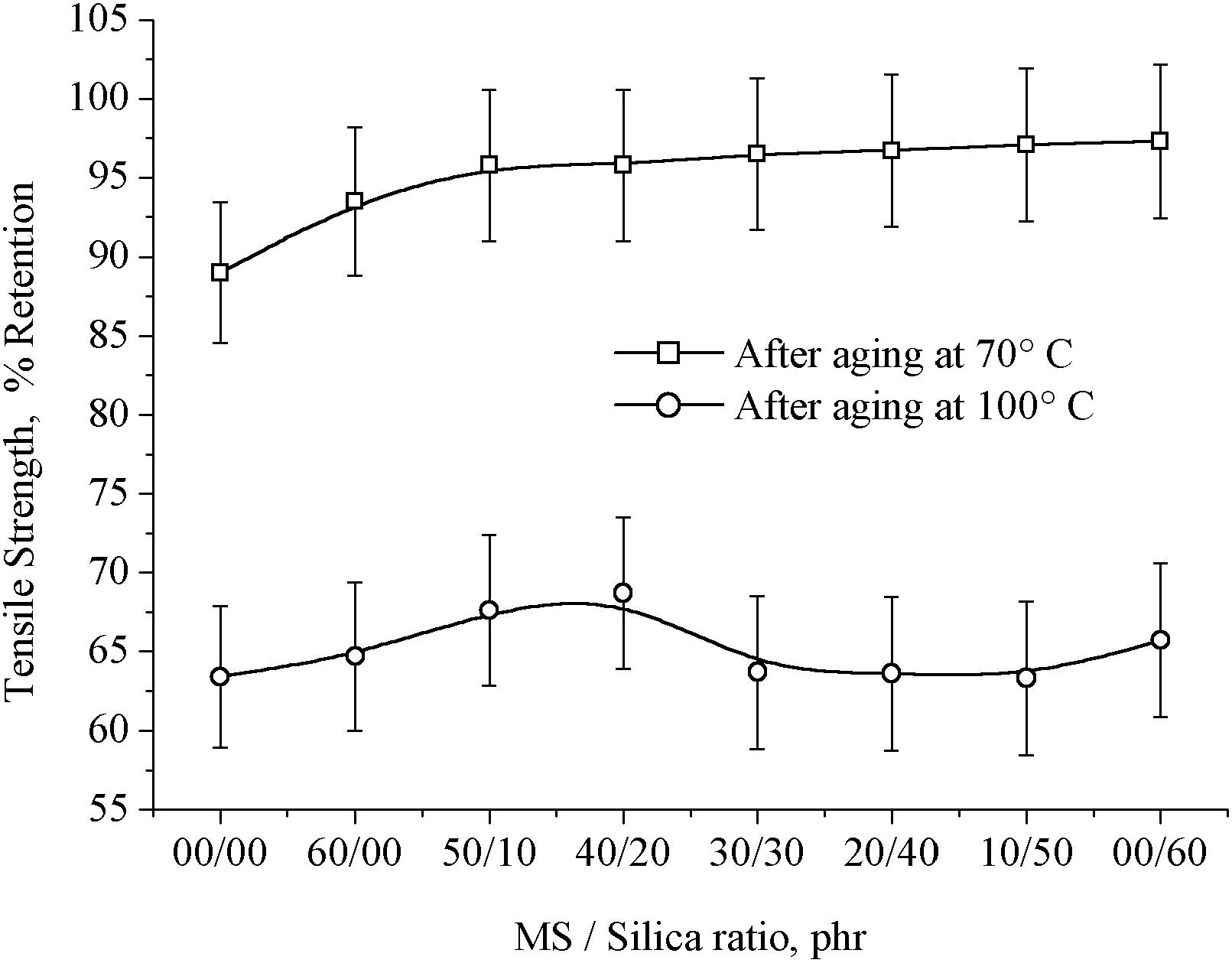
Percentage retention V/S marble sludge/silica loading on tensile strength of hybrid natural rubber composites.
The effect of silica on the 100% and 300% modulus of the MS/NR/Silica hybrid composites before and after aging are depicted also in Table 5, and percent retention of 100% and 300% modulus is shown in Figs. 2 and 3, respectively. Before aging, the results show that as the silica weight increased, in replacement of MS, the 100% and 300% modulus increased, which indirectly shows that the MS/NR/Silica composites become harder and stiffer. It may be due to the silica–rubber interaction which reduces the elasticity of rubber chain, creating a more rigid compound. The higher retention in both moduli (more than 100%) is shown at 70 °C for 96 h after thermal aging which might be due to the post crosslinking of the rubber composites. However at 100 °C for 96 h shows the lowest retention in individual modulus (less than 100%).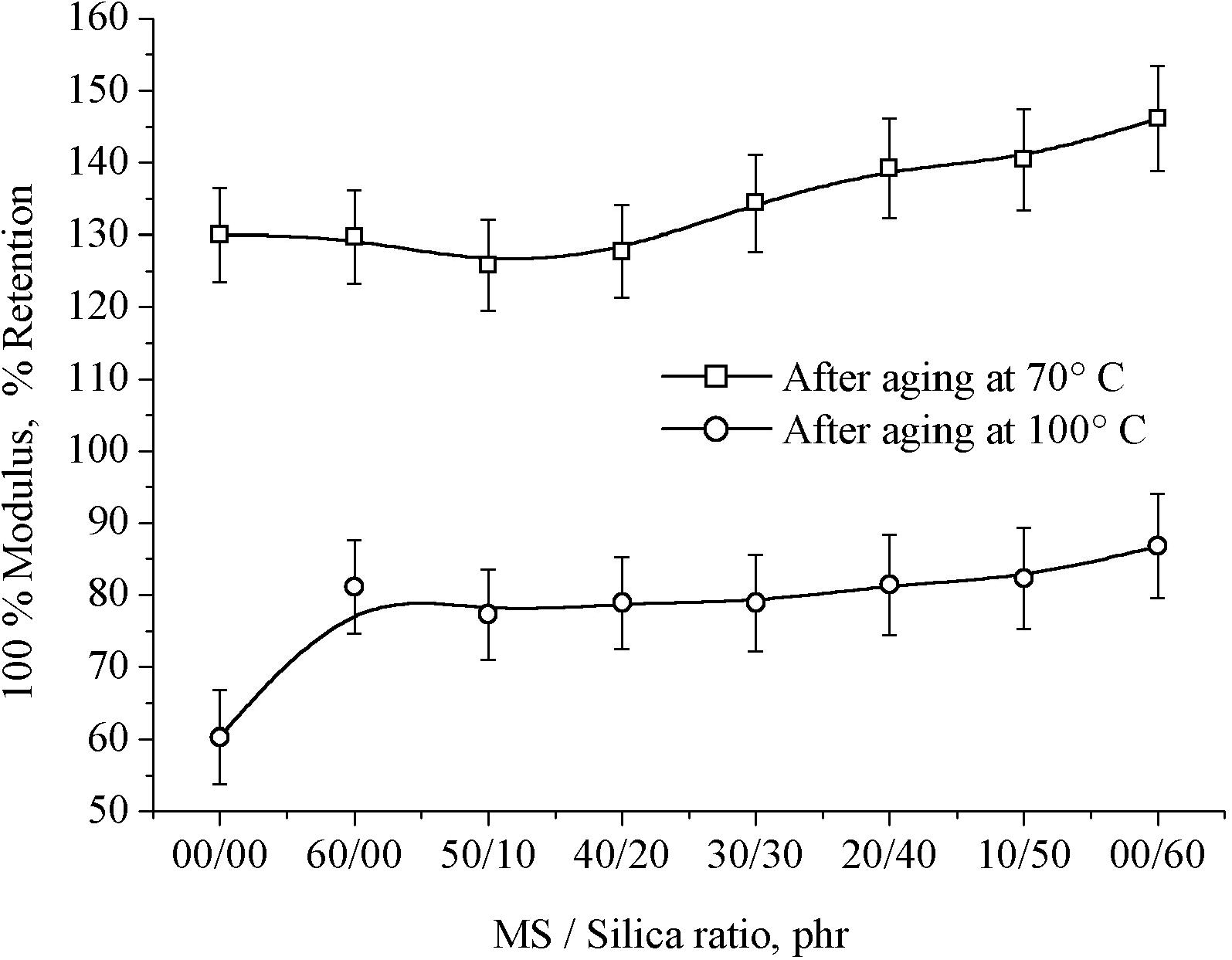
Percentage retention V/S marble sludge/silica loading on 100% modulus of hybrid natural rubber composites.
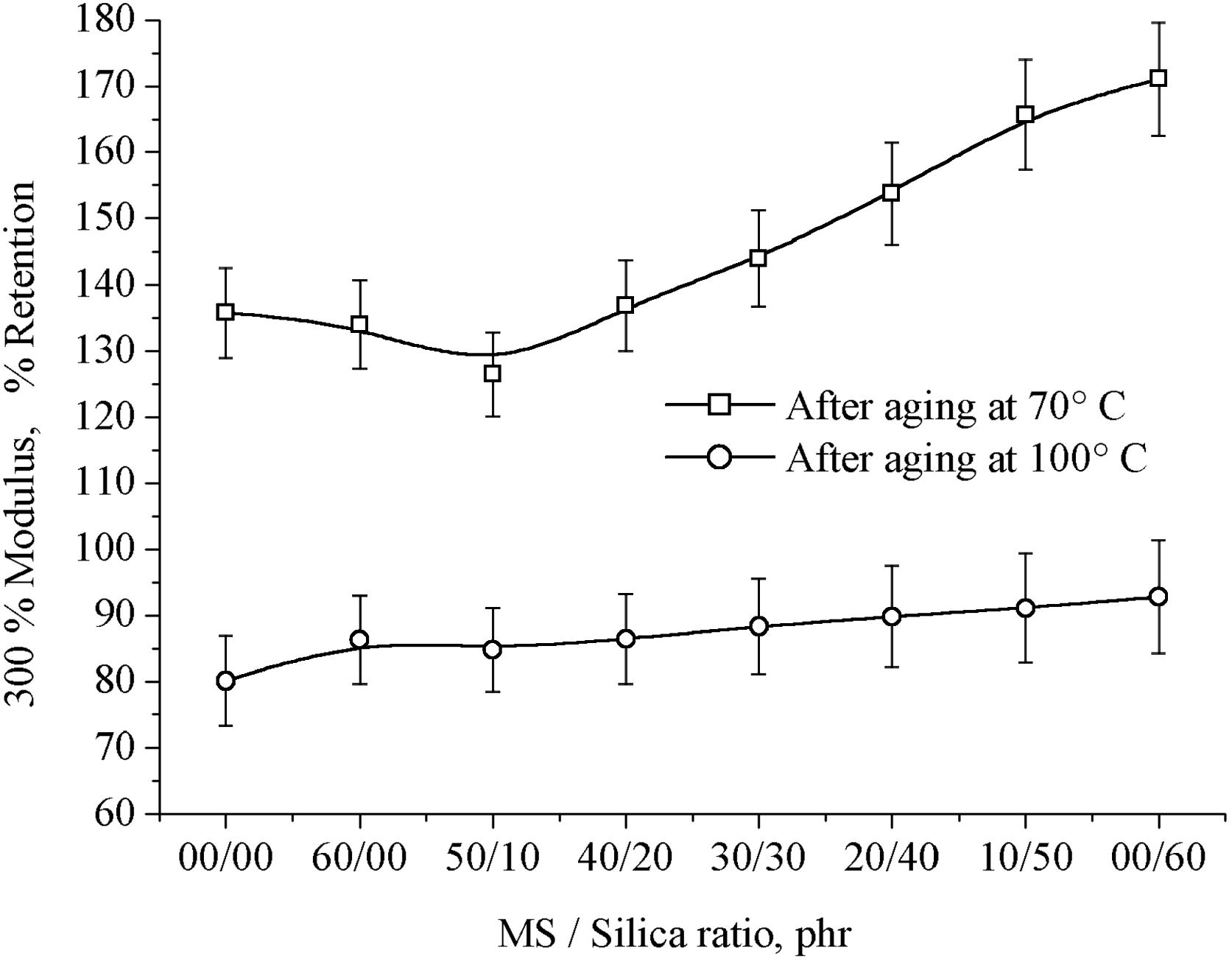
Percentage retention V/S marble sludge/silica loading on 300% modulus of hybrid natural rubber composites.
Ahagon et al. (1990) and Baldwin et al. (2005) in their studies of accelerated aging of rubber compound observed the modulus increase and later reduction, depending on aging mechanism. At 90–110 °C the rate of modulus increase, decreases with increasing aging temperature. However at 70–90 °C the rate of modulus increases with a decrease in aging temperature. The effect of aging temperature on modulus is due to the complexity of reactions taking place in curing rubber compound. This change in property may cause polymer chain scission which results in reducing molecular weight and molecular entangling with a high crosslink density of MS/NR/Silica hybrid composites. This phenomenon is post curing effect which tends to increase aging temperature. Clarke, (Clarke et al., 2006), studied the fractional rate law which was applied to evaluate the kinetics of aging in terms of its effect on the modulus of natural rubber compound. He also shows that both crosslinking and scission reactions increase with increase in aging temperature in rate of reaction. The scission reaction has higher activation energy than crosslink reaction. Hence with a decrease in aging temperature, the rate of scission at 70–80 °C aging temperature is lower. The rate of crosslink actually increases as temperature decreases. The rate of crosslink at 70 °C is dominated and at 100 °C effected by rates of both crosslinking and scission reactions. The percent retention of 100% and 300% moduli somewhat increases with increasing silica weight ratio in MS/Silica hybrid NR composites. This may be due to increasing crosslink density of the vulcanizates with the progress of aging after keeping at 70 °C and 100 °C for 96 h. At 70 °C of aging the extent of main chain scission is less and the effect of cross-linking predominates but at 100 °C the reverse situation happens resulting in lower % retention of 100% and 300% moduli.
The tear strength of MS/NR/Silica hybrid composites before and after aging is given in Table 5. It follows the same trend as that of tensile strength. This suggests that the tear strength of the composite is dependent more on the weight of silica than MS, which is due to good filler–rubber interaction. The result of percent retention of tear strength is represented in Fig. 4. The results showed that silica incorporated in MS/Silica hybrid NR composite has better retention after aging. According to the outcome the highest percentage retention of tear strength after aging is reported at 70 °C, the action of oxygen on natural rubber is activated by heating.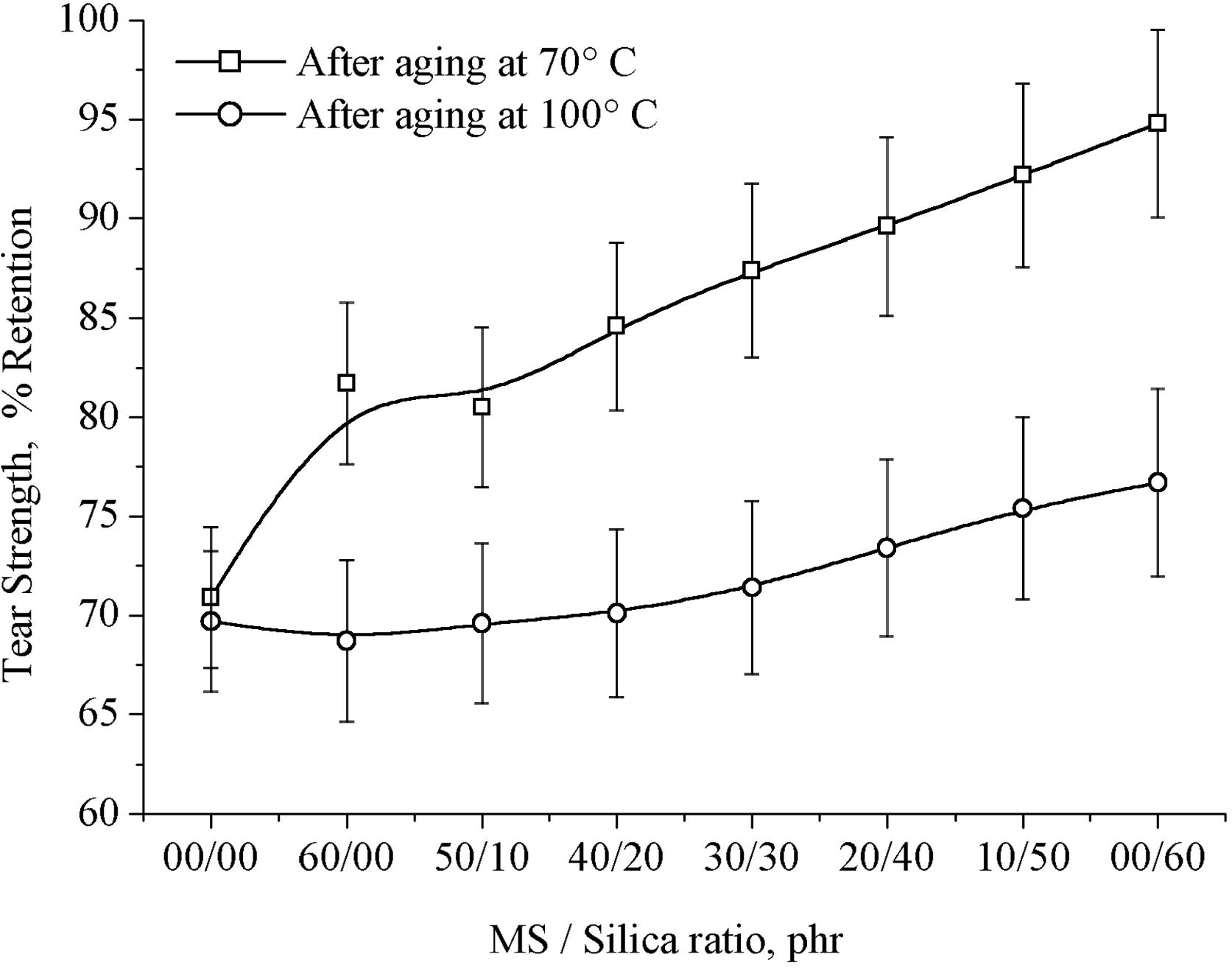
Percentage retention V/S marble sludge/silica loading on tear strength of hybrid natural rubber composites.
Table 5 shows the influence of silica content on elongation at break before and after aging. It is clear that the values of elongation at break decrease with increasing amounts of silica. This may be because of the adherence of the filler to the polymer, which leads to the stiffening of the polymer chain and hence show resistance against stretching when strain is applied. The percent retention of elongation at break for various hybrid systems at different silica weight ratios after aging is demonstrated in Fig. 5. But percent retention of elongation at break values at a higher silica content in MS/Silica hybrid system increases considerably at 70 °C as compared to 100 °C, this is a result of both thermo-oxidative degradation and post vulcanization.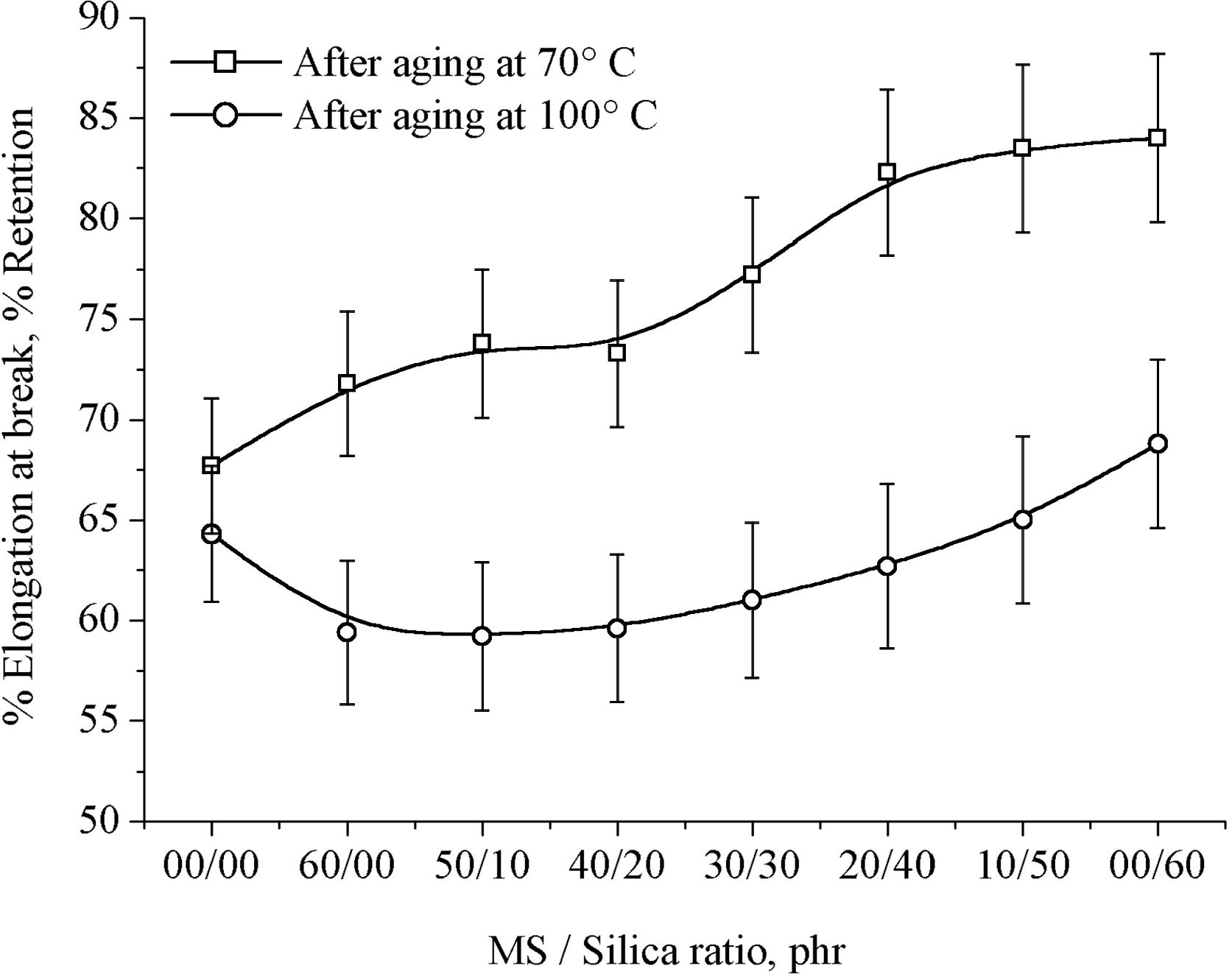
Percentage retention V/S marble sludge/silica loading on % elongation at break of hybrid natural rubber composites.
The influence of hardness before and after aging on the replacement of MS by silica is also shown in Table 5. It is seen that the hardness increases with the increasing silica amount. An increase of 157.4% is obtained for the composite with 60 phr of silica. Moreover, hardness reaches to 74 from 47 Shore-A when the amount of silica increased in MS/Silica ratio. When compared, it is observed that hardness obtained from MS filled composite is lower than the corresponding silica containing composites. The percentage retention of hardness is revealed in Fig. 6. The percent retention value of hardness decreases with increasing silica weight ratio and further addition shows a little increase or to be a plateau in hybrid system. With the progress of aging the composites become stiff therefore hardness increases, which was due to the agglomeration of silica particles.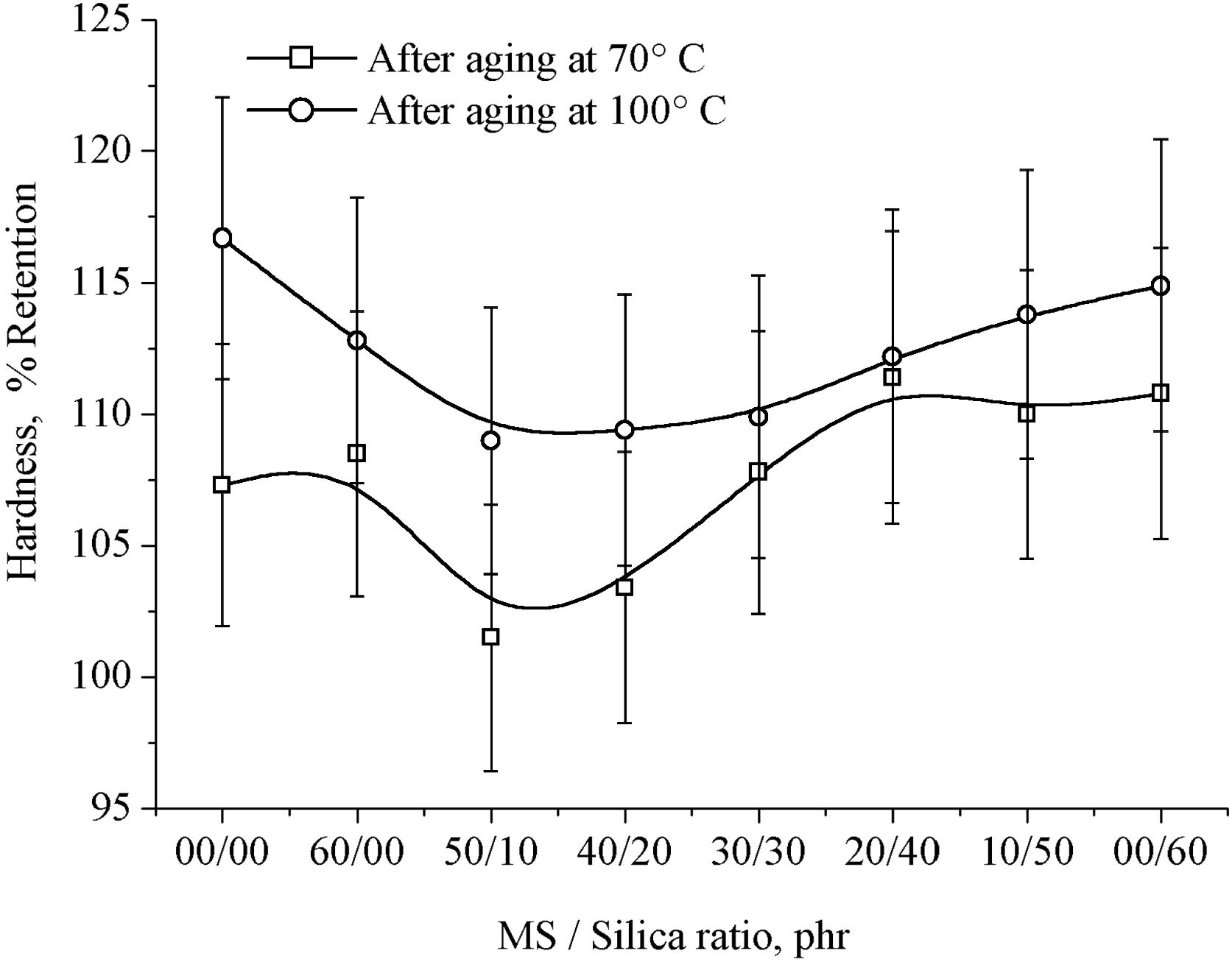
Percentage retention V/S marble sludge/silica loading on hardness of hybrid natural rubber composites.
All these mechanical properties indicate that the technique for partial replacement of MS by silica in hybrid composites is ideal for the rubber industry.
3.4 Swelling properties
A swelling test is performed to observe the swelling ratio, volume fraction, crosslink density and shear modulus of the cured rubber. The effect of silica replacement on swelling ratio is shown in Table 6.
Hybrid ratio
Swelling data
Swelling ratio
Crosslink density × 10−4 mol/cm3
Shear modulus, MPa
00/00
4.29
1.258
0.285
60/00
2.53
2.090
0.473
50/10
2.35
2.428
0.550
40/20
2.26
2.569
0.582
30/30
2.13
3.025
0.685
20/40
2.07
3.233
0.732
10/50
2.03
3.410
0.772
00/60
1.91
3.856
0.873
The obtained results show a decreasing trend in swelling ratio after replacing MS by silica. It showed that the penetration of toluene into MS/NR/Silica hybrid composites was reduced by the increasing silica content. This means that higher amount of silica restricted the penetration of toluene in composites. It can also be seen that there is a lower swelling ratio associated with fully replaced MS by silica in hybrid composites as compared to other gradually silica filled hybrid composites. This is due to the better dispersion of filler in NR, thus promoting better filler–rubber matrix interaction in composites. The changes of percentage retention of swelling ratio of the MS/Silica hybrid NR composite is shown in Fig. 7. The results showed that the addition of silica decreased the parentage retention of swelling ratio with increasing the content of silica. It was due to the presence of good dispersion of filler and the strong interaction between silica and the NR matrix.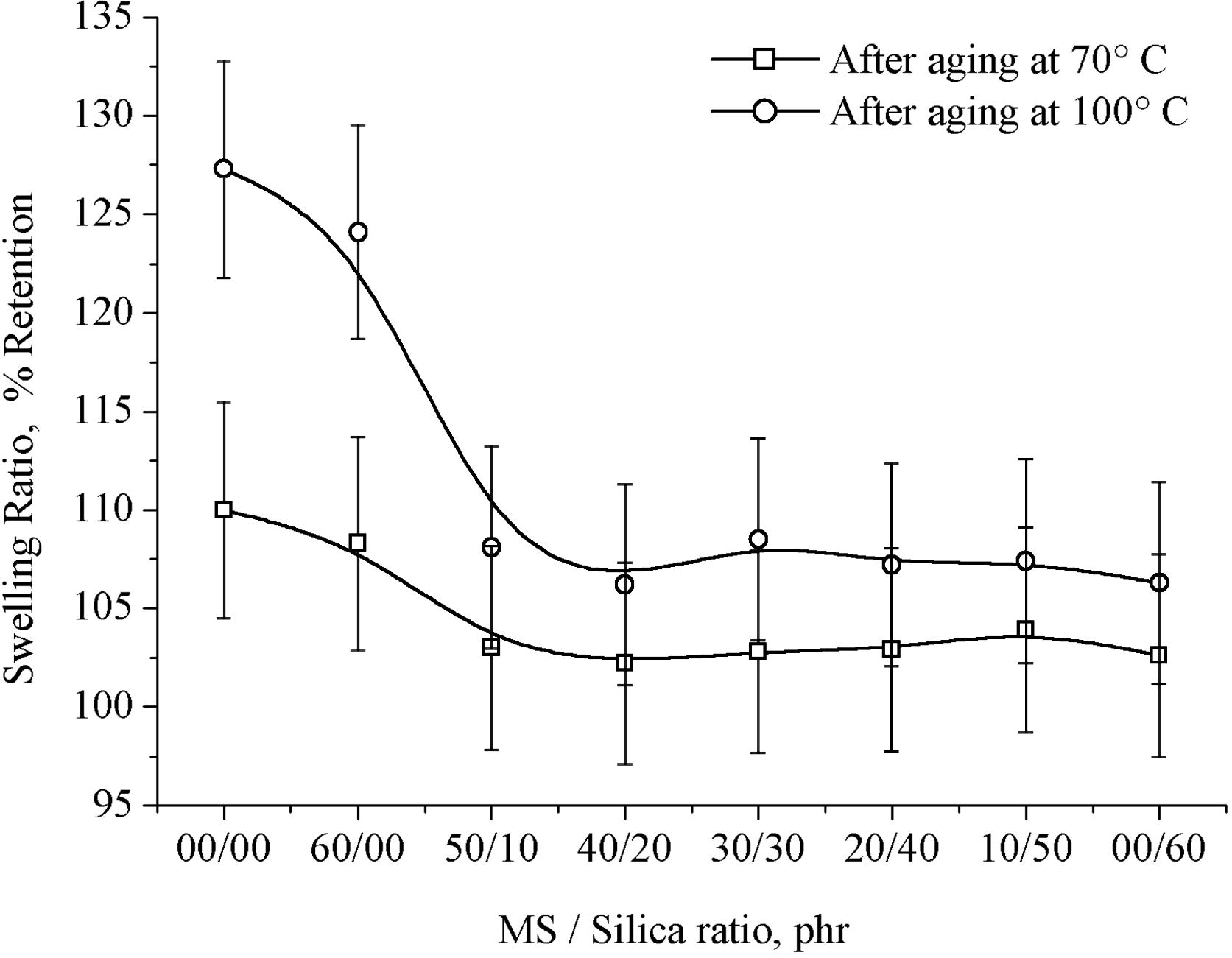
Percentage retention V/S marble sludge/silica loading on swelling ratio of hybrid natural rubber composites.
After the calculation of crosslink density of MS/NR/Silica hybrid composites, the data obtained are also shown in Table 6. The cross-link density of polymer is the average molecular weight between the cross-links, was determined from swelling. The cross-link density, ν, is defined as the number of elastically active network chains totally included in a perfect network, per unit volume. A clear linear increase of the apparent cross-link density with the silica content in the MS/NR/Silica hybrid composite was observed. This shows as the major contributor of strong interaction between the NR and the filler leading to strong physical cross-links.
Fig. 8 shows the percentage retention of crosslink density values for different MS/Silica ratio hybrid NR filled and unfilled composite in toluene. The lower percentage retention value is exhibited by the unfilled NR compound. The percentage retention increases with increasing the amount of silica in hybrid system till 40/20 hybrid ratio and further addition of silica led to a plateau barely increasing percentage retention (Table 6).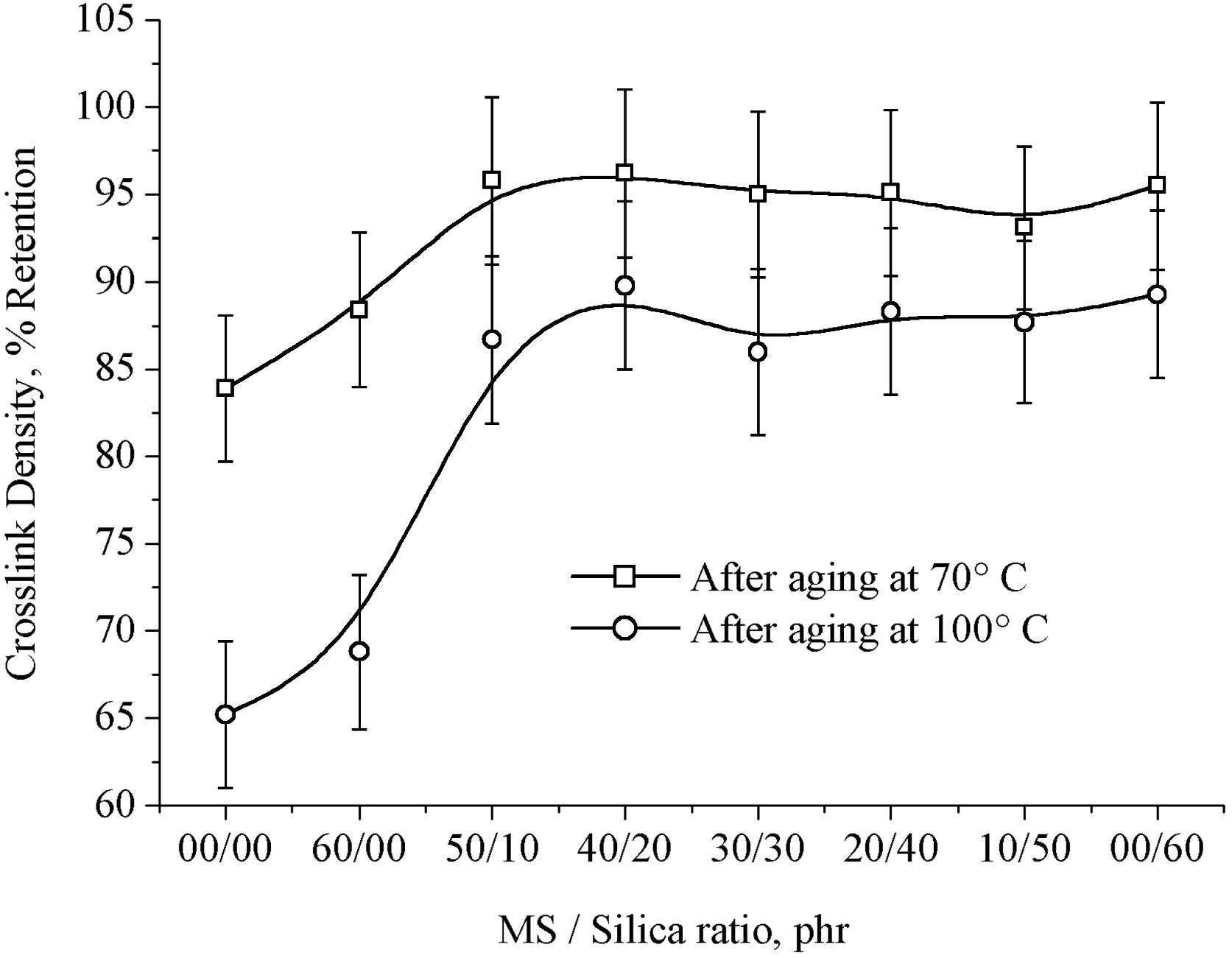
Percentage retention V/S marble sludge/silica loading on crosslink density of hybrid natural rubber composites.
When the silica content increases the crosslink density was also increased. It may be due to the increasing amount of silica restricts the molecular movement of the rubber and makes it more difficult for toluene to penetrate through the rubber matrix. The 40/20, 10/50 and full replacing MS by silica containing hybrid composites have better performed as compared to other hybrid composites. The average molecular weight between crosslinks is inversely proportional to the crosslink density thus MC for 60 phr silica containing composite was very small. The above swelling results are to some extent supported by the observations of the curing characteristics. The maximum and minimum torque, change significantly with the silica content as shown by the values.
The shear modulus of hybrid composites before aging is given in Table 6. The shear modulus also follows the same trend as that of crosslink density. The shear moduli of hybrid composites before and after aging are given in Fig. 9. The shear modulus also follows the same trend as that of crosslink density.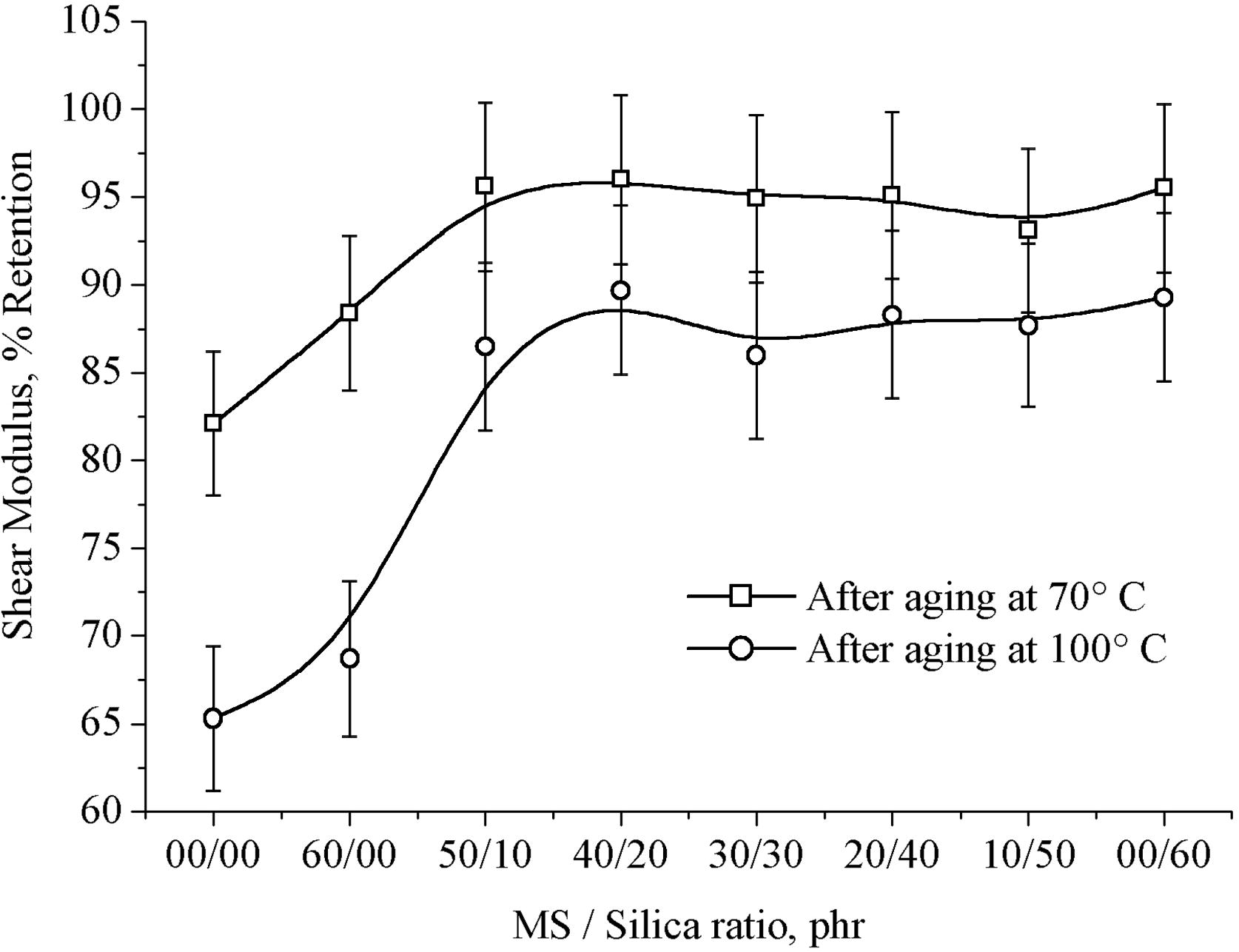
Percentage retention V/S marble sludge/silica loading on shear modulus of hybrid natural rubber composites.
The percent retention of shear modulus of MS/Silica hybrid NR composites is illustrated in Fig. 9. It is seen that at both aging temperatures the shear modulus increases with increasing weight ratio of silica in MS/Silica hybrid NR composites. The percentage retention of shear modulus was closely related to the crosslink density percentage retention value.
4 Conclusion
From the present investigation the following conclusion can be drawn:
-
The increased weight ratio of silica in hybrid composites continuously increases the minimum torque and maximum torque while the scorch time and cure time were reduced by the addition of silica which is due to the filler–rubber interaction.
-
Addition of silica in MS/NR/Silica hybrid composites rather than MS increases mechanical properties such as tensile strength, modulus, tear strength and hardness as it can interact strongly with natural rubber.
-
The increased weight ratios of silica into the desired hybrid composites reduce the elongation at break value.
-
Swelling ratio decreases with increasing silica ratio, while crosslink density and shear modulus increases with the addition of silica in hybrid composites.
-
The reduction in mechanical properties after aging is found, at both temperatures. However, the effect becoming very pronounced when the MS/NR/Silica hybrid composites were aged at 100 °C
-
The results of this study clearly support the use of the higher characteristic ratio of silica for increasing the strength of hybrid composites. Taking the overall properties of hybrid composites into account, we believe that MS could be used as an extender for cost saving.
References
- Influence of clay on the vulcanization kinetics of fluoroelastomer nanocomposites. Polymer. 2004;45:2237-2242.
- [Google Scholar]
- Use of marble waste in rubber industry: (in NR compound) Prog. Rubber Plast. Recycl. Technol.. 2004;20:229-246.
- [Google Scholar]
- Aging of tire parts during service I. Types of aging in heavy-duty tires. Rubber Chem. Technol.. 1990;63:683-697.
- [Google Scholar]
- Cure characteristics, mechanical and swelling properties of marble sludge filled EPDM modified chloroprene rubber blends. Adv. Mater. Phys. Chem.. 2012;2:90-97.
- [Google Scholar]
- Mechanical, swelling, and thermal aging properties of marble sludge-natural rubber composites. Int. J. Ind. Chem.. 2012;3:21.
- [Google Scholar]
- An assessment of rice husk ash modified, marble sludge loaded natural rubber hybrid composites. J. Mater. Environ. Sci.. 2013;4:205-216.
- [Google Scholar]
- Processability characteristics and physico-mechanical properties of natural rubber modified with rubber seed oil and epoxidized rubber seed oil. J. Appl. Polym. Sci.. 2000;77:1413-1418.
- [Google Scholar]
- Physical properties of rice husk fiber/natural rubber composites. Adv. Mater. Res.. 2011;410:90-93.
- [Google Scholar]
- Thermal, UV- and sunlight ageing of thermoplastic elastomeric natural rubber–polyethylene blends. J. Mater. Sci.. 2002;37:5141-5151.
- [Google Scholar]
- Influence of marble and limestone dusts as additives on some mechanical properties of concrete. Sci. Res. Essays. 2007;2:372-379.
- [Google Scholar]
- Kinetics of the effect of ageing on tensile properties of a natural rubber compound. J. Appl. Polym. Sci.. 2006;102:3732-3740.
- [Google Scholar]
- The effects of surface chemical interactions on the properties of filler-reinforced rubbers. Rubber Chem. Technol.. 1975;48:410-442.
- [Google Scholar]
- Nickel and iron nano-particles in natural rubber composites. J. Mater. Sci.. 2006;41:5359-5364.
- [Google Scholar]
- Statistical mechanics of cross-linked polymer networks II Swelling. J. Chem. Phys.. 1943;11:512-520.
- [Google Scholar]
- The effect of filler–filler and filler–elastomer interaction on rubber reinforcement. Compos. Part A. 2005;36:449-460.
- [Google Scholar]
- Natural rubber hybrid nanocomposites reinforced with swelled organoclay and nano calcium carbonate. Rubber Chem. Technol.. 2012;85:132-146.
- [Google Scholar]
- Curing and physical properties of natural rubber/wood flour composites. Macromol. Symp.. 2006;239:192-200.
- [Google Scholar]
- Rheological and mechanical properties of natural rubber reinforced with agricultural byproduct. J. Appl. Polym. Sci.. 2003;90:3718-3722.
- [Google Scholar]
- Modes of action of a multifunctional additive in a carbon black filled natural rubber compounds. Plast. Rubber Compos. Process. Appl.. 1995;23:43-52.
- [Google Scholar]
- Determination of the modes of action of a cationic surfactant for property development in silica filled natural rubber compound. Eur. Polym. J.. 1996;32:411-417.
- [Google Scholar]
- Bamboo fibre filled natural rubber composites: the effects of filler loading and bonding agent. Polym. Test.. 2002;21:139-144.
- [Google Scholar]
- Evaluation of marble waste dust in the mixture of asphaltic concrete. Construct. Build. Mater.. 2007;21:616-620.
- [Google Scholar]
- Influence of different silanes on the reinforcement of silica-filled rubber compounds. Rubber Chem. Technol.. 2002;75:563-580.
- [Google Scholar]
- Transport of aromatic hydrocarbons through crosslinked nitrile rubber membrane. J. Macromol. Sci.. 1996;B35:229-253.
- [Google Scholar]
- The use of sewage sludge and marble residues in the manufacture of ceramic tile bodies. Appl. Clay Sci.. 2009;46:404-408.
- [Google Scholar]
- Rubber Technology (3rd ed.). Harrisonburg, London: Chapman & Hall; 1995.
- Mechanical and morphological properties of films based on ultrasound treated titanium dioxide dispersion/natural rubber latex. Inter. J. Compos. Mater.. 2011;1:7-13.
- [Google Scholar]
- Influence of modified natural rubber and structure of carbon black on properties of natural rubber compounds. Polym. Compos.. 2012;33:489-500.
- [Google Scholar]
- Preparation of novel fillers, named networked silicas, and their effects of reinforcement on rubber compounds. Polym. Int.. 2008;57:1101-1109.
- [Google Scholar]
- Diffusion and transport of aromatic hydrocarbons through natural rubber. Polymer. 1994;35:5504-5510.
- [Google Scholar]
- Filler—elastomer interactions. Part IV. The effect of the surface energies of fillers on elastomer reinforcement. Rubber Chem. Technol.. 1992;65:329-342.
- [Google Scholar]
- Effect of particle size on the properties of Mg (OH) 2-filled rubber composites. J. Appl. Polym. Sci.. 2004;94:2341-2346.
- [Google Scholar]




