

Investigation of material removal rate and surface roughness during wire electrical discharge machining (WEDM) of Inconel 625 super alloy by cryogenic treated tool electrode
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Peer review under responsibility of King Saud University
Abstract
The present investigation focuses the effect of process parameters on material removal rate (MRR) and surface roughness (Ra) in wire electric discharge machining of Inconel 625. Machining was done by using a normal zinc coated wire and cryogenic treated zinc coated wire. The experiments were performed by considering different process parameters viz. tool electrode, current intensity, pulse on time, pulse off time, wire feed and wire tension. The thickness of work material and dia. of wire are kept constant. Taguchi L18 (21 * 35) orthogonal array of experimental design is used to perform the experiments. Analysis of variance (ANOVA) is employed to optimize the material removal rate and surface roughness. Based on analysis it is found that pulse on time, tool electrode and current intensity are the significant parameters that affect the material removal rate and surface roughness. The scanning electron microscopy (SEM) are used to identify the microstructure of the machined work piece.
Keywords
WEDM
Inconel 625
Taguchi method
Material removal rate
Surface roughness
SEM

1 Introduction
Electrical discharge machine (EDM) is one of the most prominently used advanced machining process. In EDM machining there is no contact between tool electrode and the work material which decreases the mechanical stress, chatter and vibration during machining of hard and super alloy material (Benedict, 1987). WEDM is a variant process of EDM. WEDM is a spark erosion process used to produce special geometrical shape and three dimensional profiles. In wire electrical discharge machine, a wire about 0.05–0.3 mm used as a tool electrode and de-ionized water as dielectric (Altpeter and Perez, 2004). Inconel 625 super alloy is an important material for automobile and aerospace industries. Alloying, melting and processing of Inconel 625 provides optimum resistance to low cycle and thermal fatigue. Inconel 625 super alloys also have excellent mechanical properties and are frequently used in the chemical and aerospace industries (Special Metals). The response of machining such as material removal rate and tool wear have been optimized using multi-objective optimization method, on-dominating sorting genetic-algorithm-II and the pareto-optimal set of solution has been obtained (Mandal et al., 2007). Effect of current intensity, pulse on time, duty cycle and open circuit voltage through regression techniques were analyzed. It has been observed that, current intensity for electrode wear and pulse on time have significant influence on surface roughness (Torres et al., 2015).
The effect of process parameters on the mechanism of MRR and surface roughness (Ra) have been assessed by using scanning electron microscopy (SEM) Bobbili et al., 2015. Researchers investigated on material removal rate, surface integrity and wire wear ratio of Nimonic 80 A. The higher discharge energy results in melting explosion, leading to the formation of deeper and larger crater on the surface of the sample, as observed in micro- structure (Goswami and Kumar, 2014). S. Zhirafar et al. investigated the effect of cryogenic treatment on the mechanical properties and microstructure of AISI4340 steel (Zhirafar et al., 2007). Scientists reported new approaches for improving the tool life, which is the major constrain for economical point of view for an industry. The cryogenic machining approach yields the maximum tool life as compared with any machining method from ongoing research work (Hong et al., 2001). Few investigations have carried out research to determine the effect of cryogenic treatment on the brass wire tool electrode in WEDM machining (Kapoor et al., 2012). The effect of EDM machining process parameters on the performance characteristics of Inconel 718 and Inconel 625 have been optimized and second-order polynomial graphs for various performance measurement are obtained (Dhanabalan et al., 2014). Process parameters such as wire type (zinc coated and uncoated brass wire), pulse on time (TON), pulse off time (TOFF), peak current (IP), wire feed (WF), servo voltage (SV) and wire offset (WOFF) have been finalized for the machining of commercially pure titanium, subsequently cutting speed and surface roughness have been observed as responses (Chalisgaonkar and Kumar, 2016). Amitava Mandala et al. carried out experimental work of machining of super alloy Nimonic C-263 by WEDM (Mandal et al., 2015). Experimental work for machining of super alloy, Ti-6Al-4V is done by green electrical discharge machining. Tap water was used as working fluid so that it has a minimal effect on health and environment and achieving safe machining condition for operator also reducing machining cost. Experimental process parameters were optimized by the combination of gray relational analysis and Taguchi’s method (Tang and Du, 2013).
It is evident from the literature review that almost no investigation has been performed on the machinability of Inconel 625 using cryogenic cooled electrode on WEDM process. Moreover, the investigations reported on WEDM of the other conventional materials have been focused on parametric optimization of WEDM process with MRR, surface roughness and dimensional inaccuracy as the responses of interest. Present study is targeted at investigation of machining characteristics of material removal rate and surface roughness in WEDM of Inconel 625 super alloy. The outcome of this study would add to the database of the machinability of Inconel 625 super alloy and also would be very beneficial for the machinist as the technology charts for WEDM of Inconel alloy would be updated. Fig. 1 presents the schematic diagram of wire electrical discharge machining process.
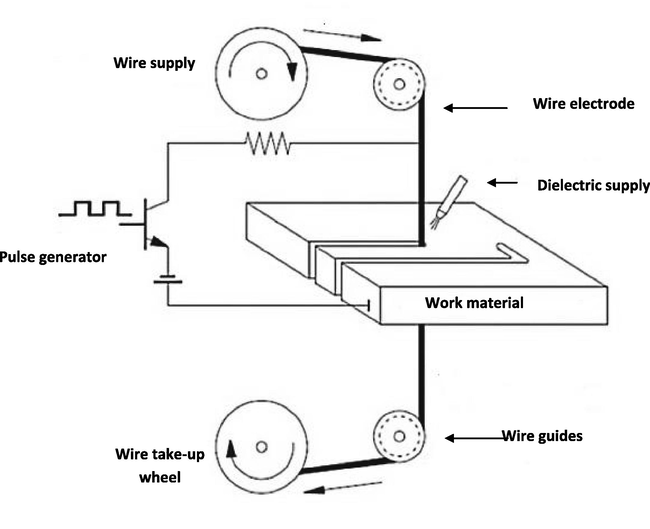
- Schematic diagram of WEDM.
2 Design of experiment based on Taguchi method
The factors and levels of the present study have been selected on the basis of pilot experimentation using Taguchi optimization approaches and analysis of variance. During experiments, parameters such as tool electrode (normal and cryogenic), current intensity, pulse on time, pulse off time, wire feed and wire tension were selected using L18 orthogonal array. The effects of these parameters on responses i.e. material removal rate and surface roughness were studied. Current intensity, pulse on time, pulse off time, tool electrode are the most significant parameters (Kapoor et al., 2012; Kumar et al., 2013; http://www.specialmetals.com). The level of input parameters are used to develop the model for WEDM of Inconel 625 and to optimize the parameters for rectangular groove manufacturing.
The Taguchi method uses a procedure that applies orthogonal arrays of statically designed experiments to obtain the best results with a minimum number of experiments, thus reducing experimentation time and cost. In the Taguchi method, the signal to noise ratio (S/N) is used for the determination of quality characteristics. According to the results the S/N ratio can be expressed using the higher is better, smaller is better and nominal is best approaches. The higher the better approach was used for determination of MRR via Eq. (1) and smaller the better was used for evaluation of Ra in Eq. (2).
Higher is better
Smaller is better
Here, yi represent the result of the machining parameters and n represent the number of repeats.
2.1 Experiment details
The experiments were performed on a four axis CNC type WEDM (Electronica Spring cut 734) as shown in Fig. 2 (WEDM Set up). The six parameters, i.e. tool electrode (normal and cryogenic), current intensity, pulse on time, pulse off time, wire feed and wire tension were varied to investigate their effect on output responses i.e. material removal rate and surface roughness. The parameters were kept constant during fabrication of groove from Inconel 625 are thickness of material 3 mm, wire dia. 0.25, dielectric flow rate 5 LPM and servo voltage 20 volts. The chemical composition of work-piece is shown in Table 1 (http://www.specialmetals.com work material in the form of rectangular plate 150 mm * 50 mm has been taken from experimentation work. The material removal rate was measured in mm3/min. and surface roughness is measured in micrometer. Martial removal rate is calculated by the following formula:
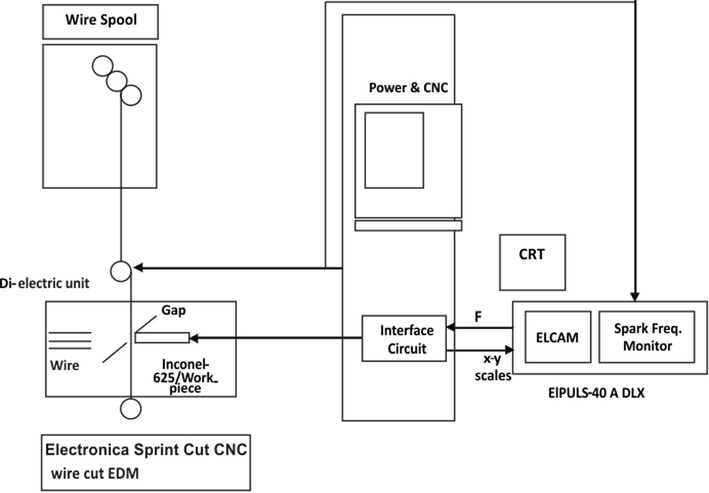
- WEDM machining set-up.
| Ni | Cr | Fe | Co | Mo | Nb | Ti | Al | C | Mn | Si |
|---|---|---|---|---|---|---|---|---|---|---|
| 58 (min) | 20–23 | 5 | 1 | 8–10 | 3.2–4.2 | 0.4 | 0.4 | 0.1 | 0.5 | 0.5 |
Work path profile of rectangular groove have been shown in Fig. 3. The reference point taken was O (0.4, 0). The wire tool will trace the path OB-BC-CD-DA-AO. The CNC program for machining was generated using Elpuls 40 A dlx software. Table 2 represents the various control factors and their levels and are used for current experimental work. .

- Tool Electrode working path.
| Symbol | Control factor | Unit | Level1 | Level2 | Level3 |
|---|---|---|---|---|---|
| A | Tool electrode | – | Normal wire | Cryo- treated | – |
| B | Current Intensity | A | 10 | 12 | 14 |
| C | Pulse on time | µs | 105 | 115 | 125 |
| D | Pulse off time | µs | 48 | 54 | 60 |
| E | Wire feed | m/min. | 4 | 6 | 8 |
| F | Wire tension | N | 7 | 9 | 11 |
3 Result and discussion
3.1 Effect on MRR
The average value of the MRR and S/N ratio for the above stated process parameters and respective levels are shown in Table 3. It has been interpreted that, MRR increases by cryogenically treated tool electrode in comparison to normal tool electrode. This may be due to the fact of improved abrasion and mechanical properties of wire material which, gives more energy to the process as additional conductivity promotes more electron emission (Vinoth Kumar and Pradeep Kumar, 2014).
| S.No. | Process Parameters | MRR | MRR | S/N | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tool electrode | Current | Ton | Toff | WF | WT | 1 | 2 | 3 | |||
| 1. | Normal | 10 | 105 | 48 | 4 | 7 | 4.75 | 4.63 | 4.77 | 4.71 | 13.46 |
| 2. | Normal | 10 | 115 | 54 | 6 | 9 | 5.74 | 5.48 | 5.66 | 5.62 | 14.99 |
| 3. | Normal | 10 | 125 | 60 | 8 | 11 | 7.33 | 7.49 | 7.56 | 7.46 | 17.45 |
| 4. | Normal | 12 | 105 | 48 | 6 | 9 | 5.26 | 5.2 | 5.07 | 5.17 | 14.27 |
| 5. | Normal | 12 | 115 | 54 | 8 | 11 | 6.73 | 6.54 | 6.7 | 6.65 | 16.46 |
| 6. | Normal | 12 | 125 | 60 | 4 | 7 | 7.78 | 7.53 | 7.71 | 7.67 | 17.70 |
| 7. | Normal | 14 | 105 | 54 | 4 | 11 | 6.28 | 6.17 | 6.01 | 6.15 | 15.78 |
| 8. | Normal | 14 | 115 | 60 | 6 | 7 | 6.25 | 6.18 | 6.06 | 6.16 | 15.79 |
| 9. | Normal | 14 | 125 | 48 | 8 | 9 | 6.81 | 6.91 | 6.63 | 6.78 | 16.62 |
| 10. | Cryogenic | 10 | 105 | 60 | 8 | 9 | 7.5 | 7.4 | 7.49 | 7.48 | 17.46 |
| 11. | Cryogenic | 10 | 115 | 48 | 4 | 11 | 4.98 | 5.21 | 5.12 | 5.10 | 14.15 |
| 12. | Cryogenic | 10 | 125 | 54 | 6 | 7 | 6.54 | 6.51 | 6.45 | 6.50 | 16.26 |
| 13. | Cryogenic | 12 | 105 | 54 | 8 | 7 | 7.3 | 7.18 | 7.24 | 7.24 | 17.19 |
| 14. | Cryogenic | 12 | 115 | 60 | 4 | 9 | 8.88 | 9.02 | 8.95 | 8.95 | 19.03 |
| 15. | Cryogenic | 12 | 125 | 48 | 6 | 11 | 8.41 | 8.58 | 8.48 | 8.49 | 18.58 |
| 16. | Cryogenic | 14 | 105 | 60 | 6 | 11 | 6.67 | 6.63 | 6.53 | 6.61 | 16.40 |
| 17. | Cryogenic | 14 | 115 | 48 | 8 | 7 | 7.72 | 7.61 | 7.76 | 7.69 | 17.72 |
| 18. | Cryogenic | 14 | 125 | 54 | 4 | 9 | 8.02 | 7.88 | 7.91 | 7.93 | 17.99 |
Ascending curve of MRR values are observed at 12 A and a similar descending curve of the same fashion is observed at 14 A. The rate of stock removal depends on the amount of spark energy viz. flow of electrons and frequency of sparks, which erodes larger amount of metal through melting and vaporization process.
MRR value obtained with normal wire electrode is low as compared with cryogenic treated wire electrode. This is due to additional energy expanded to the process, which is provided by more electron emission due to high conductivity cryogenic treated wire.
As shown in Fig. 4 the Pulse on time and pulse off time are increased over the range of input levels and the corresponding MRR has also increased. This increase is due to the sufficient heat energy generated between the leading edge of wire electrode and work-piece material, resulting in faster erosion within the dielectric fluid (Vinoth Kumar and Pradeep Kumar, 2014; Srivastava and Pandey, 2012; Mahapatra and Patnaik, 2007).
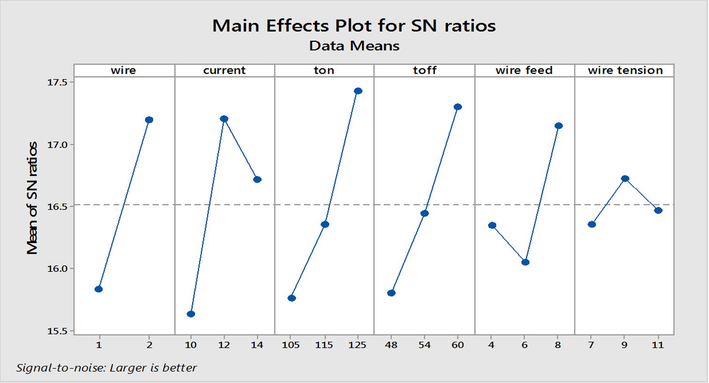
- Main effect plot for S/N ratio of material removal rate.
Table 5 shows the statistical analysis, effects of process parameters on MRR. from ANOVA, it was noticed that at 95% confidence level (p < 0.05),when p is less than 0.05, then tool electrode and TON have the significant effect on MRR and remaining parameters are not influenced by the performance characteristics.
| S.No. | Process Parameters | SR | SR | S/N | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Tool electrode | Current | Ton | Toff | WF | WT | 1 | 2 | 3 | |||
| 1. | Normal | 10 | 105 | 48 | 4 | 7 | 2.11 | 2.16 | 2.14 | 2.78 | −6.57 |
| 2. | Normal | 10 | 115 | 54 | 6 | 9 | 2.7 | 2.66 | 2.65 | 2.48 | −8.53 |
| 3. | Normal | 10 | 125 | 60 | 8 | 11 | 2.78 | 2.81 | 2.79 | 2.09 | −8.91 |
| 4. | Normal | 12 | 105 | 48 | 6 | 9 | 2.56 | 2.48 | 2.53 | 2.73 | −8.02 |
| 5. | Normal | 12 | 115 | 54 | 8 | 11 | 2.86 | 2.84 | 2.83 | 2.61 | −9.08 |
| 6. | Normal | 12 | 125 | 60 | 4 | 7 | 3.02 | 3.05 | 3.03 | 2.54 | −9.63 |
| 7. | Normal | 14 | 105 | 54 | 4 | 11 | 2.84 | 2.76 | 2.77 | 3.06 | −8.92 |
| 8. | Normal | 14 | 115 | 60 | 6 | 7 | 2.95 | 2.92 | 2.95 | 2.83 | −9.38 |
| 9. | Normal | 14 | 125 | 48 | 8 | 9 | 3.22 | 3.2 | 3.17 | 2.93 | −10.07 |
| 10. | Cryogenic | 10 | 105 | 60 | 8 | 9 | 2.75 | 2.79 | 2.78 | 3.31 | −8.85 |
| 11. | Cryogenic | 10 | 115 | 48 | 4 | 11 | 3.14 | 3.11 | 3.1 | 2.75 | −9.86 |
| 12. | Cryogenic | 10 | 125 | 54 | 6 | 7 | 2.71 | 2.76 | 2.69 | 2.81 | −8.68 |
| 13. | Cryogenic | 12 | 105 | 54 | 8 | 7 | 2.68 | 2.61 | 2.6 | 3.53 | −8.40 |
| 14. | Cryogenic | 12 | 115 | 60 | 4 | 9 | 2.96 | 2.88 | 2.9 | 2.48 | −9.29 |
| 15. | Cryogenic | 12 | 125 | 48 | 6 | 11 | 3.3 | 3.35 | 3.33 | 2.52 | −10.43 |
| 16. | Cryogenic | 14 | 105 | 60 | 6 | 11 | 3.03 | 2.99 | 3.1 | 2.91 | −9.65 |
| 17. | Cryogenic | 14 | 115 | 48 | 8 | 7 | 2.69 | 2.77 | 2.73 | 2.86 | −8.72 |
| 18. | Cryogenic | 14 | 125 | 54 | 4 | 9 | 3.05 | 3.01 | 3.04 | 2.81 | −9.63 |
| Source | DF | Seq. SS | Adj. SS | Adj. MS | F | P |
|---|---|---|---|---|---|---|
| Tool electrode | 1 | 5.1048 | 5.1048 | 5.10479 | 6.88 | 0.024 |
| IP | 2 | 1.6627 | 1.6627 | 1.66270 | 2.24 | 0.162 |
| Ton | 2 | 4.6773 | 4.6773 | 4.67729 | 6.31 | 0.029 |
| Toff | 2 | 3.3749 | 3.3749 | 3.37492 | 4.55 | 0.056 |
| WF | 2 | 0.6441 | 0.6441 | 0.64410 | 0.87 | 0.371 |
| WT | 2 | 0.0200 | 0.0200 | 0.02005 | 0.03 | 0.872 |
| Error | 11 | 8.1568 | 8.1568 | 0.74153 | ||
| Total | 22 | 23.6079 |
S = 0.861121, R-Sq = 65.50%.
3.2 Effect on SR
Table 4 shows the effect of various machining parameters at different values of SR in WEDM. It can be observed that the SR increases with increase in discharge current and pulse on time This is due to more spark energy generates higher current density which erodes larger material and surface layers. The physics and mechanism state that, after each pulse on time, the bubbles that are formed, explode and ejects the material from work surface, creating large and deep craters. These craters have surface irregularities resulting in increased surface roughness. This is attributed to the fact that expansion of plasma channel takes place with an increase in pulse on time. (Pandey and Jilani, 1986; Van Dijck and Dutré, 1974; Mahapatra and Patnaik, 2007).
Table 6 shows that ANOVA analysis of process parameters on SR of Inconel 625 super alloy. From ANOVA analysis it is observed that at 95% confidence level (p < 0.05), when p is less than 0.05, then current and pulse on time have significant effect on SR. Performance characteristic (SR) was not influenced by tool electrode, Toff, WF and WT.
| Source | DF | SeqSS | Adj. SS | Adj MS | F | P |
|---|---|---|---|---|---|---|
| Tool electrode | 1 | 0.10180 | 0.10180 | 0.160729 | 3.65 | 0.082 |
| IP | 2 | 0.19644 | 0.19644 | 0.101801 | 7.05 | 0.022 |
| Ton | 2 | 0.40199 | 0.40199 | 0.196437 | 14.43 | 0.002 |
| Toff | 2 | 0.01936 | 0.01936 | 0.401990 | 0.70 | 0.422 |
| WF | 2 | 0.00026 | 0.00026 | 0.000255 | 0.01 | 0.925 |
| WT | 2 | 0.24453 | 0.24453 | 0.244531 | 8.78 | 0.013 |
| Error | 11 | 0.30640 | 0.30640 | 0.027855 | ||
| Total | 22 |
S = 0.166897, R-Sq = 75.89%.
3.3 Regression analysis
Regression analysis is employed to know the effect of TON, IP, TOFF and wire tension on MRR.
The empirical equation is presented as follows:
From Eq. (4) the predicted R2 (65.50%) value and the adjusted R2 value were found almost coinciding with experimental results. Adjusted R2 determines the amount of deviation about the mean which is described by the model.
Tables 7 and 8 shows the validation results for material removal rate and surface roughness respectively. Using the regression technique with the recorded data, the prediction model for surface roughness as follows:
| Level | Optimal Solution | Difference | % Diff | |
|---|---|---|---|---|
| Estimated | Experiment | |||
| A2-B2-C3-D3-E3-F2 | 8.70 | 7.88 | 0.82 | 9.46 |
| Letvel | Optimal Solution | Difference | % Diff | |
|---|---|---|---|---|
| Estimated | Experiment | |||
| A1-B1-C1-D2-E1-F1 | 2.49 | 2.27 | 0.22 | 8.83 |
From Eq. (5) the predicted R2 (75.89%) value and the adjusted R2 value were found almost coinciding with experimental results. Adjusted R2 determines the amount of deviation about the mean which is described by the model for SR.
3.4 Residual plots for MRR and SR
Residual plots (Parashar et al., 2010) are used to evaluate the data for the problems such as non normality, nonrandom variation, non-constant variance and higher-order relationship. Figs. 5 and 6 shows that the residual follow is an approximately straight line in normal probability plot. Residuals possess constant variance as they are scattered randomly around zero in residuals vs. fitted values. Since residuals exhibit no clear pattern, there is no error due to time or data collection order.Fig. 7
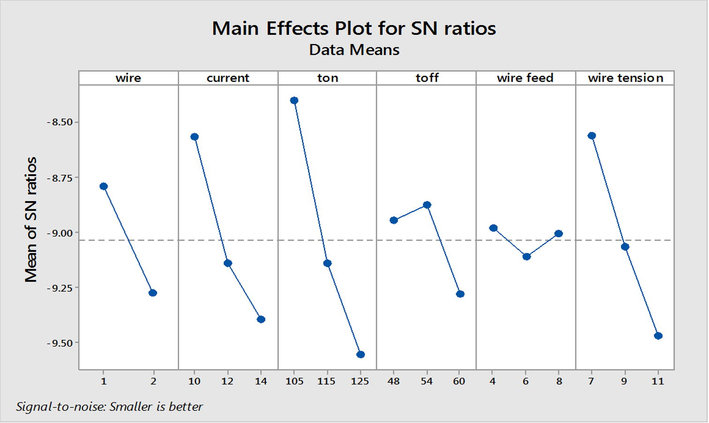
- Main effect plot for S/N ratio of surface roughness.
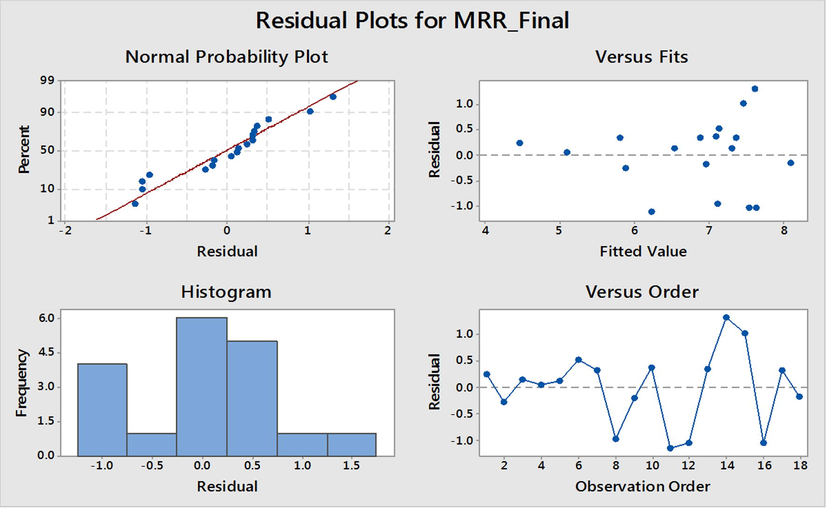
- Residual plots for material removal rate.
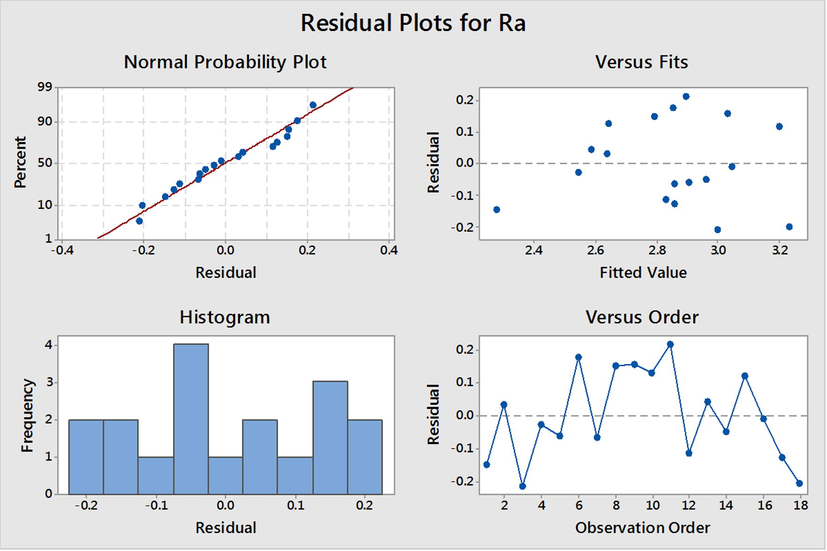
- Residual plots for Surface Roughness.
3.5 Microstructure analysis
3.5.1 SEM analysis
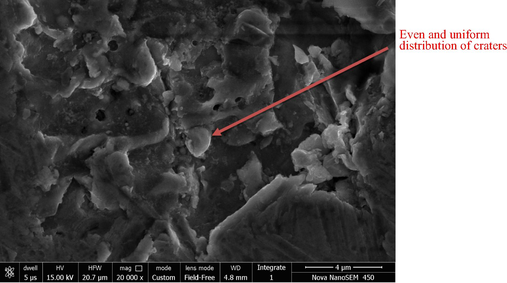
After WEDM operation, the machined work piece and tool electrode were examined using scanning electron microscope (SEM). A SEM analysis of machined surface of Inconel 625 for zinc coated tool electrode and cryogenically treated tool electrode has major microstructure changes after WEDM machining.
Fig. 8 show that the machining of rectangular slit/groove fabricated by WEDM on Inconel 625 super alloys. Fig. 9 (a) shows the machining surface by normal tool electrode and Fig. 9 (b) shows the surface of Inconel 625 machined by cryo-treated zinc coated wire. It is evident from these images that the specimen is produced with melted drops, globules of debris, craters and cracks. The image by SEM portraits, due to low melting temperature and high heat conductivity the cryo-treated produces better surface quality for Inconel 625 alloy.
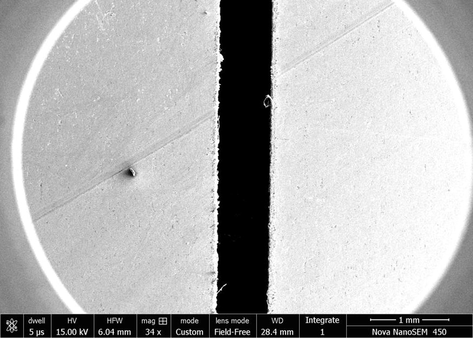
- SEM image of work piece surface (rectangular groove).
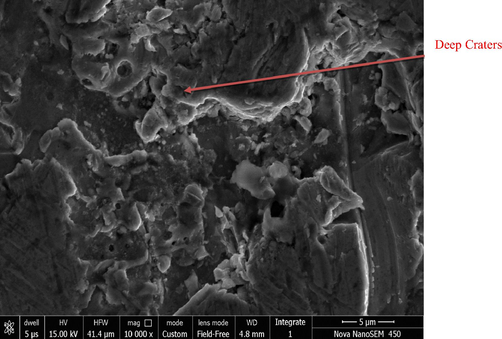
- SEM images of Work piece with normal tool electrode.
- SEM images of Work piece Surface machined by cryogenic tool electrode.
4 Conclusion
The significance of input variables of WEDM on MRR and SR of Inconel 625 super alloy has been studied. DOEs and regression techniques have been adopted to optimize the responses characteristics. The main conclusions are as follows:
-
A cryogenic cooled electrode with parameters of 12 A current, 125 µs pulse on time, 60 µs pulse off time, 8 m/min. wire feed and 9 N wire tension were identified. The combination of these machining parameters will provide the maximum material removal rate.
-
From experimental investigation it is proved that Cryogenic treated tool electrode, current and pulse on time are the most influential parameters that affect the Material removal rate and surface roughness.
-
Based on the result obtained it is found, cryogenic tool electrode provides better machining performance (maximum MRR and better surface roughness) as compared with normal tool electrode.
-
A linear regression equation has been obtained for the material removal rate and surface roughness and is presented in Eqs. (4) and (5) respectively. The developed mathematical model has significant effect on MRR and SR.
-
In the future, this work can be extended to the discussion of the wire wear rate, dimensional accuracy, and surface integrity by other heat treatment process during machining of other tool electrode and advanced material by different non-conventional machining techniques.
Acknowledgements
The author would like to thank his PhD supervisor’s Dr. Anand Pandey and Dr. Pooja Sharma, Manipal University Jaipur for their esteemed guidance and technical support. The author would also wish to acknowledge the financial support provided by Manipal University Jaipur, India, grant no. order MUJ/REGR/1403/11. Furthermore, he would extend his gratitude towards CIPET Ahmedabad and Material Research Centre, MNIT Jaipur, India for support given in Material testing ’s.
References
- Relevent topics in wire electrical discharge machining control. J. Mater. Process. Technol.. 2004;149(1):147-151.
- [Google Scholar]
- Electrical Discharge Machining (EDM), Non-Traditional Manufacturing Process. New York & Basel: Marcel Dekker, Inc; 1987. p. :225-235.
- An experimental investigation of wire electrical discharge machining of hot-pressed boron carbide. Defence Technol.. 2015;11(4):344-349.
- [Google Scholar]
- Investigation of the machining parameters and integrity of the work and wire surfaces after finish cut WEDM of commercially pure titanium. J. Braz. Soc. Mech. Sci. Eng.. 2016;38(3):883-911.
- [CrossRef] [Google Scholar]
- Analysis of form tolerances in electrical discharge machining process for Inconel 718 and 625. Mater. Manuf. Processes. 2014;29(3):253-259.
- [Google Scholar]
- Investigation of surface integrity, material removal rate and wire wear ratio for WEDM of Nimonic 80A alloy using GRA and Taguchi method. Eng. Sci. Technol. Int. J.. 2014;17(4):173-184.
- [Google Scholar]
- New cooling approach and tool life improvement in cryogenic machining of titanium alloy Ti-6Al-4V. Int. J. Mach. Tools Manuf.. 2001;41(15):2245-2260.
- [CrossRef] [Google Scholar]
- Effect of cryogenic treated brass wire electrode on material removal rate in wire electrical discharge machining. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci.. 2012;226(C11):2750-2758.
- [CrossRef] [Google Scholar]
- Multi-response optimization of process parameters based on response surface methodology for pure titanium using WEDM process. Int. J. Adv. Manuf. Technol.. 2013;68(9–12):2645-2668.
- [Google Scholar]
- Optimization of wire electrical discharge machining (WEDM) process parameters using Taguchi method. Int. J. Adv. Manuf. Technol.. 2007;34(9–10):911-925.
- [Google Scholar]
- Modeling and optimization of machining nimonic C-263 super alloy using multi-cut strategy in WEDM. Mater. Manuf. Processes. 2015;6914(October) 150529083741003
- [CrossRef] [Google Scholar]
- Modeling of electrical discharge machining process using back propagation neural network and multi-objective optimization using non-dominating sorting genetic algorithm-II. J. Mater. Process. Technol.. 2007;186(1–3):154-162.
- [CrossRef] [Google Scholar]
- Plasma channel growth and the re solidified layer in EDM. Precis. Eng.. 1986;8(2):104-110.
- [Google Scholar]
- Regression analysis of material removal rate for wire cut electro discharge machining of SS304l using design of experiments. Int. J. Eng. Sci. Technol.. 2010;2:1021-1028.
- [Google Scholar]
- Special Metals “Product handbook of high performance alloy”.
- Effect of process parameters on the performance of EDM process with ultrasonic assisted cryogenically cooled electrode. J. Manuf. Processes. 2012;14(3):393-402.
- [CrossRef] [Google Scholar]
- Experimental study on green electrical discharge machining in tap water of Ti–6Al–4V and parameters optimization. Int. J. Adv. Manuf. Technol.. 2013;70(1–4):469-475.
- [CrossRef] [Google Scholar]
- Modelling of surface finish, electrode wear and material removal rate in electrical discharge machining of hard-to-machine alloys. Precis. Eng.. 2015;40:33-45.
- [CrossRef] [Google Scholar]
- Heat conduction model for the calculation of the volume of molten metal in electrical discharges. J. Phys. D Appl. Phys.. 1974;7:899-910.
- [Google Scholar]
- Optimization of cryogenic cooled EDM process parameters using grey relational analysis. J. Mech. Sci. Technol.. 2014;28(9):3777-3784.
- [Google Scholar]
- Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol.. 2007;186(1–3):298-303.
- [Google Scholar]
- http://www.specialmetals.com.




