

Translate this page into:
Innovative biodiesel production plant: Design, development, and framework for the usage of biodiesel as a sustainable EDM fluid
⁎Corresponding author. yunus.mech19@nitttrchd.ac.in (Mohd Yunus Khan)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Peer review under responsibility of King Saud University.
Abstract
Biodiesel is a chemically modified eco-friendly fuel mainly used as a fuel in compression ignition engines. It is prepared from vegetable oil or animal fat. It is gaining worldwide popularity because it is a renewable, non-toxic, biodegradable, and non-flammable fuel. This paper gives an insight into various aspects of biodiesel. Literature review of biodiesel production, its performance in diesel engine, and the electrical discharge machining process are discussed along with other applications. An innovative biodiesel production plant of 20 L capacity has been designed and developed successfully. The conversion reaction was carried out for 20 L of used cooking oil and 4 L of methanol. The biodiesel production yield of 95.8% was observed for a 1:6 M ratio of methanol and used cooking oil using 200 gm of KOH catalyst at 60 °C for 1 h. In the second phase of the work, a framework for using biodiesel as a dielectric fluid during spark machining is presented. Using biodiesel during the spark machining process can reduce pollution and also enhances the sustainability of the process.
Keywords
Dielectric fluid
Transesterification
Biodiesel
Bio-dielectric fluid
Green manufacturing
Sustainable EDM

- ASTM
-
American society of testing and materials
- CI
-
compression ignition
- CNC
-
computer numerical control
- EDM
-
electrical discharge machining
- UCO
-
used cooking oil
Abbreviations
1 Introduction
The energy demand is increasing continuously due to the growing population, industrial development and, the high requirement for transportation. The rate at which energy is being consumed is quite high and the supply is depleting rapidly. Further, the burning of fossil fuels is creating tremendous air pollution. The situation has intensified the search for alternative fuel. A lot of energy can be produced from non-conventional sources like agricultural waste, plants, solar energy, wind, geothermal, animal and human waste, etc. Renewable energy resources can fulfil high energy demand with no severe impact on the environment. Several researchers have worked on renewable energy sources. Investigation of the application of low-temperature solar collector for residential applications has been done by Ahmadi et al. (2021). Analysis of wind turbine in terms of energy, exergy, and cost-effectiveness has been carried out by Ehyaei et al. (2019). Geothermal energy has been utilized to drive absorption chiller coupled with an organic Rankine cycle by Ehyaei et al. (2020). Detailed analysis of fuel cell using a hybrid polymer electrolyte membrane was assessed by Shaygan et al. (2019). Combined solar, biogas, steam Rankine cycle, and organic Rankine were analyzed by Zahedi et al. (2021). They conducted detailed energy, exergy, exergoeconomic, and exergoenvironemental analysis of the quadruple cycle. Biodiesel seems to be a better option among various renewable energy sources since it can be made available at any time and place, it does not need a big storage system, and there are a variety of sources to produce biodiesel. Thus, biodiesel offers a realistic and sustainable solution to the energy crisis.
Biodiesel is a product derived from vegetable oil or animal fat. It can also be produced from algae oil (Zahedi et al., 2022). It is mainly used as a fuel in the compression ignition (CI) engine as a replacement for diesel. The concept of utilization of vegetable oil to operate compression ignition engines is quite old (Basinger et al., 2010). Rudolf Diesel originally invented the CI in 1895 and operated it on vegetable oil. Dr. Rudolf demonstrated it at the Paris Exposition of 1900 (Khan, 2018). Notwithstanding, the interest to develop and utilize vegetable oil has been limited until lately. Technically, biodiesel is defined as mono-alkyl esters of long fatty acids obtained from plant oil or animal fat and meets the requirements of ASTM D6751 (Van Gerpen and He, 2014; Basu, 2018). ASTM method provided detailed specifications for biodiesel. It includes standard test methods for determining the properties of biodiesel and the range/limits of the properties. Biodiesel is not raw fuel. It is obtained from vegetable oil or animal fat through the process known as transesterification or esterification. The transformation of feedstock into ester brings about a severe change in their characteristics (Agarwal and Das, 2001). The properties of biodiesel vary depending on the source. This is essentially related to the chemical structure of the source used. Biodiesel can be obtained from edible, inedible, or used cooking oils as depicted in Fig. 1. Edible oil includes oils of sunflower, mustard, olive, coconut, etc. Jatropha and karanjia oils come under the category of inedible oils. Different edible oils are used for cooking. When cooking oils are heated for a long time, they go through oxidation and produce oxides and polymeric substances. These oxides are harmful to humans. Instead of discarding or disposing of, this oil can be reused for different applications. One such application is biodiesel production (Khan, 2018). The use of non-edible and used oils is significantly more imperative than edible oils because of their expensiveness and demand as a food item. Biodiesel is a clean-burning fuel obtained from renewable sources. It is non-toxic and produces no pollution (Sdrula, 2010). It is sustainable and easy to obtain (Atadashi et al., 2010). The term biodiesel is usually wrongly used. Biodiesel is the product obtained through the transesterification or esterification reaction of vegetable oil (or animal fat) but it is different from the source. In any case, the term biodiesel is frequently used for neat vegetable oil or a mixture of biodiesel and diesel. Neat vegetable oils that have not undergone conversion reaction, are not biodiesel and contain a higher amount of fatty acids content. The mixtures of biodiesel and diesel are by and large alluded to as B5, or B20, etc., where the number denotes the percentage of biodiesel in the mixture. B5 means a blend containing 5% (by vol.) biodiesel and 95% (by vol.) diesel.
Different types of vegetable oils used for biodiesel production.
In recent times apart from CI engines, biodiesel has been used for applications like heating, lubrication, etc. The performance of gas turbine running on biodiesel was assessed by Panchasara et al. (2009). Biodiesel was used as a drilling fluid by Ahmed et al. (2021). Experimental results of Arumugam and Sriram (2012) concluded that the rapeseed oil bio-lubricant and biodiesel contaminated lubricant gave a better performance in terms of wear, friction, and frictional force under similar operating conditions. The friction and wear characteristics of Moringa-based oil contaminated bio-lubricant were evaluated by Singh et al. (2017). Biodiesel was used as a fuel for cooking stove by Khan and Mittal (2017). The utility of Karanj biodiesel in a pit furnace was studied by Suresh and Nagarjun (2016). Recently, biodiesel has been researched as a dielectric fluid for electrical discharge machining (EDM) due to sustainability and environmental issues. As biodiesel production and use increase, new sources of biodiesel production are being researched and may soon be introduced into the market.
The first objective of the present work is to develop a biodiesel production plant which is capable of producing a moderate quantity of biodiesel. The second objective is to plan a stepwise procedure for using biodiesel as a dielectric fluid during the EDM process. It was decided to produce biodiesel from used cooking oil (UCO). The perception of various attributes of biodiesel is discussed. The detailed procedure for the production of biodiesel is presented.
2 Methodology adopted
The methodology is usually understood as a science of studying how research is done systematically and scientifically. The methodology adopted in this study is presented in Fig. 2. The present study comprises of development of a biodiesel plant, the production of biodiesel, and discusses the stepwise procedure to use biodiesel as the EDM fluid. In later stages, experiments will be conducted on the EDM to investigate the machine output and surface topography of machine surface.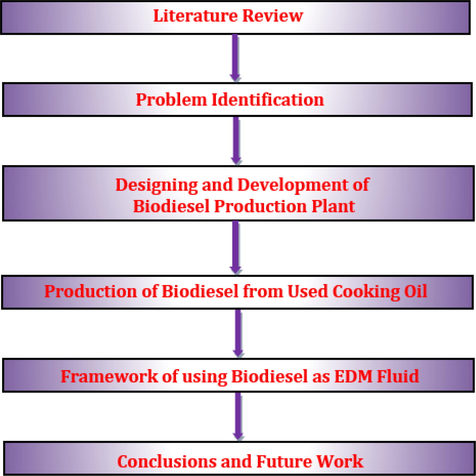
Flowchart of the methodology adopted.
3 Biodiesel production techniques
Biodiesel production requires a feedstock (vegetable oil or animal fat). The process of biodiesel production can be grouped as catalytic, non-catalytic, and enzymatic.
3.1 Base catalysis
Base catalysis is the most popular method of biodiesel production. Vegetable oils consist of 98% triglycerides. The conversion reaction of vegetable oil produces biodiesel and glycerin (Khan, 2018). The reaction requires at least three moles of alcohol for every mole of vegetable oil to give three moles of biodiesel and one mole of glycerol (Demirbas, 2007). Methanol is commonly used in this reaction due to its physical and chemical advantages. Also, its reaction with vegetable oil is rapid and it can be easily dissolved in the catalyst (Musa, 2016). An alkaline catalyst is used to enhance the reaction rate and yield. NaOH, KOH, and CH3ONa are the widely used catalysts (Atadashi et al., 2010). KOH is preferred more because of its low cost and high activity (Baroutian et al., 2010). The transformation of waste cooking oil using NaOH was found to be 86%, as reported by Leung and Guo (2006). Increasing the concentration of the catalyst increases the biodiesel yield for jatropha oil up to 0.80% NaOH and then it starts to decrease (Ojolo et al., 2011). The alkaline catalyst concentration in the range of 0.5–1% by weight yield 94–99% biodiesel (Parawira, 2010). The conversion reaction takes place at 60 to 80 °C temperature. The stepwise procedure for biodiesel production is represented in Fig. 3. It can be depicted the transesterification of vegetable oil takes place in presence of a suitable catalyst. Biodiesel is obtained after proper refining. Glycerin is obtained as a by-product of the reaction and is used for soap manufacturing. Excess alcohol is recovered and re-used.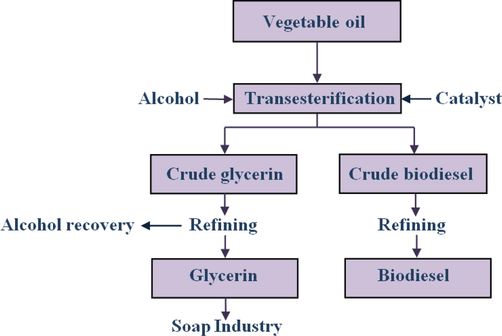
Process of the biodiesel production process.
3.2 Acid catalysis
Acid catalysis is suitable for feedstock with exceptionally high fatty acid content. In this method, a strong acid is used. Acid catalysts can be used for transesterification of the triglycerides, but the reaction will become very slow (Meher et al., 2006). Acid catalysis can also be used for direct esterification of oils or for making esters from soap stock, which is a byproduct of edible oil refining. Acid catalysis requires high alcohol to the fatty acid ratio (20:1 or 40:1 mol ratio) and a large amount of catalyst (5–25%), as reported by Dunford, 2007. H₂SO₄, HCl, and H3PO4 are the most commonly used catalysts. The acid-catalyzed transesterification is to be carried out in the absence of water, to keep away the formation of carboxylic acids which decrease the yields of biodiesel (Gebremariam and Marchetti, 2017). Methanol is the most widely used alcohol in this process.
3.3 Enzymatic conversion
The enzymes are utilized in solution or immobilized onto the substance. The process is carried out at 35–35 °C. In any case, the reaction is slow (Fjerbaek et al., 2009; Akoh and Chang, 2007) and takes 4–40 h for completion (Dunford, 2007). Also, the cost of enzymes is too high (Ribeiro et al., 2011; Allen et al., 1979). Biodiesel was produced from used oil by Parandi et al. (2022) using a biocatalyst of lipase enzyme immobilized magnetic nanocomposite and a maximum yield of 96% was achieved.
3.4 Non-catalytic conversion technique
Biodiesel production using a catalytic approach is a slow process because of the inferior miscibility of methanol and oil. Using a co-solvent that is soluble in both methanol and oil can enhance the rate of reaction. Tetrahydrofuran or methyl tert-butyl ether is used for this purpose (Farobie and Matsumura, 2017; Dunford, 2007). In the presence of a co-solvent, the conversion process is 95% complete in 10 min under ambient conditions. In the second approach supercritical conditions are used for carrying out conversion reaction. The process entails extremely high temperature and pressure. Also, high alcohol to oil ratio (42:1 mol ratio) is required. The reaction is completed in 3 to 5 min. This method is very expensive (Dunford, 2007).
Base catalysis is preferred over other methods as it possesses certain advantages: the ability to complete the transesterification quickly, less reaction temperature and pressure, methanol requirement is less, and better conversion efficiency (Amirthavalli et al., 2022). Base catalyst gives good results when the free fatty acid content of the source is less. The non-catalytic reaction takes place under supercritical conditions. Non-catalytic and enzymatic conversion is not economically viable options.
3.5 Other catalysts used for transesterification
Apart from the mentioned category of catalyst, there are important types of catalyst which includes nanocatalyst and ionic liquid catalyst. Nanocatalyst involves the use of nanomaterial as the catalyst. Nanoscale catalysts have the high specific surface area and surface energy which results in high catalytic activity (Gebremariam and Marchetti, 2017). Several researchers used nanocatalyst for biodiesel production: Baskar et al. (2018) used heterogeneous Ni-doped ZnO nanocatalyst, Davoodbasha et al., 2021 used CaO nanocatalyst, Zhu et al. (2021) used CaO/Ag nanocatalyst, and Bora et al. (2022) used MgO/MgSO4 nanocatalyst. Ionic liquids are organic salts consisting of anions and cations that are liquid at room temperature. Their unique advantage is that while synthesized, they can be moderated to suit required reaction conditions (Earle et al. 2009). A low-cost quaternary ammonium salt-glycerine-based ionic liquid as a solvent for extracting glycerine from the transesterified biodiesel was proposed by Hayyan et al. (2010). Among the different possible types of ionic liquids for catalysis of transesterification, Ionic liquids composed of the 1-n-butyl-3-methylimidazolium cation are the most widely researched compounds (Andreani and Rocha, 2012).
4 Biodiesel as CI engine fuel
Biodiesel has been successfully tested in the CI engine by several researchers. The performance and emissions of the CI engine using methyl esters of pongamia, jatropha, and neem. Different blends of biodiesel and diesel have been assessed by Rao et al (2008). A blend containing 20% biodiesel performed close to diesel. Pongamia methyl ester gives better performance in comparison to other biodiesels. The performance and emission characteristics of the CI engine running on blends of Diesel with cottonseed and neem oil methyl esters were evaluated by Kumar and Kumar (2012). Biodiesel was obtained through the transesterification process. They observed blend containing 20% cottonseed biodiesel gave a closer performance to diesel. Cottonseed biodiesel gave a better performance in contrast to neem biodiesel. Blends of jojoba oil biodiesel with diesel in the CI engine were tested by Anandhan et al. (2021). A blend containing 20% biodiesel gave the best performance. Emissions of smoke, carbon mono-oxide, and unburnt hydrocarbon are reduced with a 20% blend. Biodiesel from mustard oil was extracted by Baweja et al. (2021) through the transesterification process. Engine performance performance were evaluated using blends of mustard oil biodiesel, and diesel. A blend containing 20% biodiesel showed the lowest NOx emissions. The value of cumulative heat release rate for a blend containing 10% biodiesel was minimum among all the blends. The performance of the CI engine using various blends of biodiesel was evaluated by Muthuraman et al. (2021). They found that the performance of biodiesel is comparable with diesel. The compression ignition engine was tested by Ashok et al. (2017) using Calophyllum Inophyllum methyl ester and the same dozed with fuel additives. Zinc oxide and ethanox were added to biodiesel in the form of nanofluid at various proportions. With the addition of additives, improvement in efficiency and emission was observed. The influence of acetylene mixing in the intake air with neem and corn biodiesel operated CI engine in dual-fuel mode was experimentally explored by Balasubramanian and Purushothaman (2019). Both types of biodiesel showed poorer combustion characteristics. It was seen that acetylene mixing improved thermal efficiency and reduced emissions. The performance characteristics of the CI engine with various concentrations of diethyl ether in blends of diesel-Calophyllum Inophyllum methyl ester blends were assessed by Nanthagopal et al. (2019). The results showed a reduction in the thermal efficiency, an increase in specific fuel consumption, and a reduction in emissions with the addition of diethyl ether in the blend.
5 Electrical discharge machining
Electrical discharge machining is a controlled process of material expulsion used for hard material through recurring sparks between tool and workpiece immersed in a reservoir of dielectric fluid (Rizwee et al., 2021). The basic working principle of the EDM process is shown in Fig. 4. It can be seen from this figure that the tool and workpiece are attached to different electrodes and are parted by a gap in which the dielectric fluid flows (Khan et al., 2022). Both electrodes are required to be electrically conductive. Various input variables are set on the CNC controller to machine the workpiece and achieve the required contour. The applied potential difference initiates current to discharge on the workpiece in pulses. Continually, current will produce an arc which can be detrimental to the machining process. Energy obtained from all sparks is discontinuous and is sufficiently high to cause melting and vaporization of the work sample within the gap. The servo system retains the working gap for continual operation (Khan and Rao, 2019; Thakur et al., 2021). The tool has the shape of desired profile to be made on the workpiece.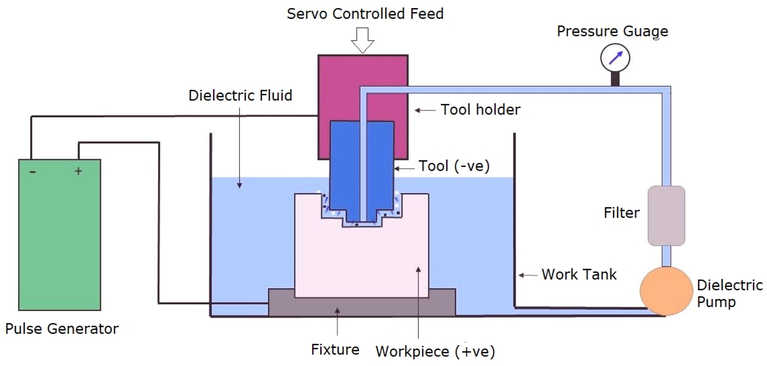
Basic operational principle of EDM.
5.1 Role of the dielectric fluid in the EDM process
Dielectric fluid is an important requirement for the EDM and performs several functions which influence the characteristics of machined products. The functions performed by dielectric include insulation, ionization, cooling, and debris deposition after machining (Khan and Rao, 2019; Khan et al., 2022; Thakur et al., 2021). Thus, the dielectric fluid should be selected carefully. Hydrocarbons and synthetic fluids are mostly used as dielectric fluids in the spark erosion process (Leão and Pashby, 2004). Different types of dielectrics such as kerosene oil, paraffin oil, transformer oil, de-ionized water, EDM oils (synthetic oils), water in oil emulsions, and gaseous dielectric (like air), etc. are used in the spark erosion process (Khan et al., 2020).
5.2 Environmental issues and sustainability concerns using biodielectric fluid
The use of hydrocarbon and synthetic fluids results in harmful emissions and by-products, which are detrimental to the environment and the health of the operator. Analysis of emissions generated with hydrocarbon oils during spark machining shows the presence of toxic pollutants that cause multiple health problems including mild and severe (Leão and Pashby, 2004). Problems like headache, faintness, memory loss, and digestive problems are some mild effects of such emissions. Metal particles generated can cause allergies, skin diseases, respiratory diseases, etc. When dielectric fluid breakdown, it emits various gases which are carcinogenic (Leão and Pashby, 2004, Khan et al., 2020).
Researchers should be focused on reducing environmental pollution generated as a result of conventionally used dielectric fluids and guaranteeing the sustainability of EDM operation. This is the basic requirement of “green manufacturing”. One of the options to attain this goal is to use vegetable oil-based biodiesel as dielectric fluid in EDM. Vegetable oil-based dielectric fluid offers several benefits concerning the environment and sustainability. As vegetable oil is non-toxic, renewable, biodegradable, pollution less, and available in abundance. Hence, it is the necessity of the day to explore the possibility of the utility of vegetable oil as a dielectric in EDM.
5.3 Biodiesel as dielectric fluid in EDM
The performance of EDM using Canola and sunflower oil-based biodiesel was assessed by Ng et al. (2017). The results showed that both biodiesels performed better than conventional dielectric fluid. Experiments were conducted by Sadagopan and Mouliprasanth (2017) to study the impact of different dielectric oils (biodiesel, transformer oil, and kerosene) on EDM performance. The properties of jatropha oil-based biodiesel were compared with kerosene by Khan et al. (2020) to establish their usefulness as an EDM fluid. The utility of transesterified polanga oil as a bio-dielectric for EDM application was evaluated by Mishra and Routara (2020). They concluded that non-edible polanga oil dielectric resulted in greater productivity and gave better performance. The performance of the spark erosion machining process using jatropha biodiesel was assessed by Basha et al. (2021). The result showed biodiesel dielectric gave better performance.
It has been observed from the above-cited literature that biodiesel has a good potential as an EDM fluid. Presently, hydrocarbon and synthetic fluids are common EDM fluids. It has been reported in the literature that these fluids affect the surrounding in a negative way (Khan et al., 2020). On the other hand, vegetable oils are degraded naturally, hence waste produced during machining can be degraded easily. Environmental issues and sustainability challenges can be addressed with the use of bio-dielectric.
6 The novelty of this study
Several studies have been conducted worldwide on the production of biodiesel and its use as engine fuel. However, in the present study innovative design of a biodiesel production plant has been presented. The design of the plant was simple and most of the components were made of junk and discarded items. The heating chamber, settling chamber, and cold water tank was developed from discarded items like water container, dispenser jar, and plastic container respectively. Old PVC pipe was used for the fabrication of the condenser. The plant is portable and small in size. All the components of the plant are in one place. Hence, conveniently accessible. The plant is easy to operate, clean, and maintain. It can be easily used in the laboratories for extracting a moderate quantity of biodiesel which can be used for testing in the engine, electrical discharge machining process, and other applications. A framework for using biodiesel as EDM fluid is also presented.
7 Biodiesel production plant
A biodiesel production plant (as shown in Fig. 5) was designed and developed. Design is unique and innovative. The fabricated plant can be used to produce a moderate quantity of biodiesel. The setup is safe and easy to use. The by-product of the reaction can be easily separated. The excess methanol can be easily recovered and re-used.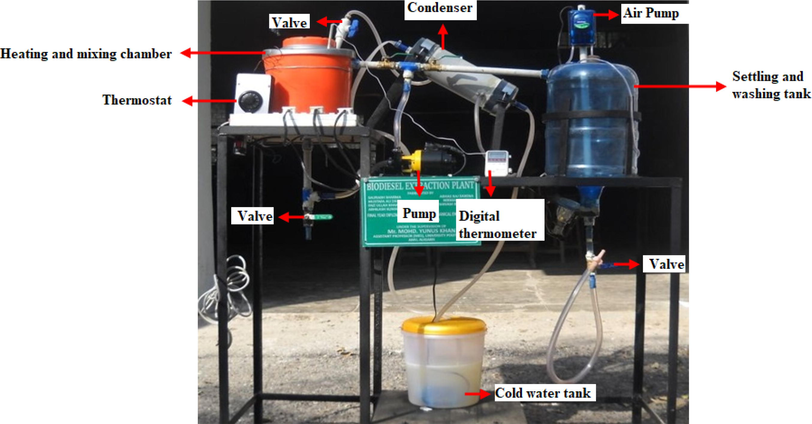
Pictorial representation of biodiesel production plant.
7.1 Main components
Biodiesel can be easily extracted from vegetable oil using a biodiesel production plant, which is shown in the schematic diagram in Fig. 6. The main components of the biodiesel production plant are discussed below.
-
Heating and mixing chamber. It is used to heat the mixture of vegetable oil and alcohol with a suitable catalyst. It is fitted with a thermostatically controlled heating arrangement and a digital thermometer. It also has a connection with a centrifugal pump which provides circulation to the mixture.
-
Centrifugal pump. It is a mono-block pump having a discharge of 240 LPH. It circulates the mixture of the reactants in the heating chamber and transfers the oil to the settling chamber after the completion of the conversion reaction. The path of the mixture is controlled by the valves.
-
Heater. A heating element of 1.5 kW and 240 V is provided to raise the temperature of the mixture. To achieve uniformity of temperature, the heating element is controlled by a thermostat.
-
Settling and washing tank. The settling tank is conical in shape so that glycerin can easily be separated from the mixture under the action of gravity. After the separation of glycerin, the tank can be used for washing the biodiesel left behind.
-
Heat exchanger. The function of the heat exchanger in this setup is to recover the methanol that was mixed with the vegetable oil in excess (as excess methanol is required to ensure complete reaction). Excess methanol gets evolved as vapors from the heating chamber during the heating process. The heat exchanger condenses the methanol by exchanging its heat with cold water.
-
Cooling water container. It is the container used for storing cold water to be circulated in the heat exchanger.
-
Water pump. It is used to circulate the cold water through the heat exchanger.
-
Air pump. It is used to generate the air bubbles in the water that moves up through the biodiesel layer taking the impurities dissolved in it. It is used to purify the finished biodiesel. The catalyst content is removed by this process.
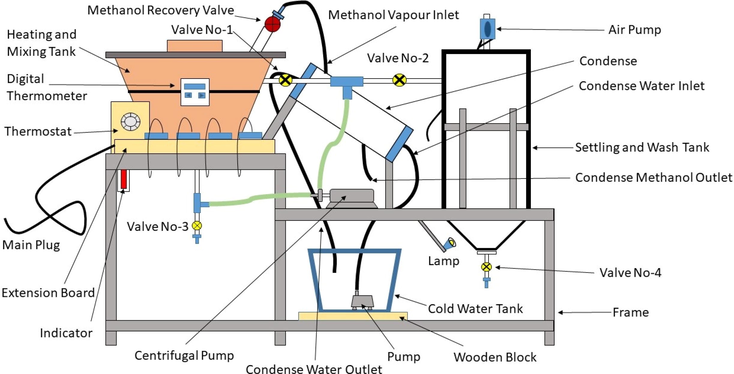
- Schematic diagram of biodiesel production Plant.
7.2 Methodology of transesterification process
In this study, biodiesel was produced from used cooking oil. Before going for conversion reaction, UCO is properly filtered to remove food particles form it. This is carried out by a soft cloth piece. Then, UCO is preheated at moderate temperature of 50 °C to 60 °C for about 30 min. Studies have shown that preheating improves properties of UCO and enhances biodiesel yield (Ali et al., 2013; Sheet, 2018). Transesterification reaction was carried out using methanol and Potassium hydroxide catalyst. The amount of KOH catalyst used was 1% weight of the oil. (Encinar et al., 2005; Kawentar and Budiman, 2013). As discussed earlier, vegetable oils are triglycerides i.e. they consist of three fatty acids (Demirbas, 2007). Thus, each molecule of oil can produce a maximum of 3 molecules of biodiesel. Stoichiometrically for a transesterification reaction, at least three moles of alcohol for every mole of vegetable oil but transesterification being a bi-directional process and a rather slow one, more reactant is to be added to shift the equilibrium towards the product side to ensure complete conversion of vegetable oil to biodiesel. Hence, more alcohol is usually used. Generally, an oil to methanol molar ratio of 1:6 to 1:10 is employed. For an oil to methanol molar ratio of 1:6, approximately 200 ml methanol is required for 1 L of vegetable oil. The reaction takes place at a temperature of 60 to 80 °C. As the reaction temperature goes higher, the rate of reaction will increase. For this study, the reaction temperature was kept at 60 °C because methanol will boil at 65 °C and a pressure vessel will be required. The reaction time was kept at 60 min. The warm water was used for separating and washing biodiesel.
7.3 Procedure for operating the biodiesel production plant
Before starting the biodiesel production process, the heating chamber should be cleaned properly. Also, the heating element should be completely submerged in the vegetable oil due avoid burning the element. The stepwise procedure for operating a biodiesel production plant is as follows:
-
Fill cold water in the cold water tank. Close valves 3 and 5, and open valve 1. Put the known quantity of reactants along with catalyst into the heating chamber. Don’t put the cap on the reactor chamber.
-
Set the thermostat at 60 °C and switch on the digital thermometer. Plug on the heater and switch on the oil circulating pump. Let oil circulate for 5–10 min so that any water present in the oil evaporates. Keep a check on the thermometer. After 5–10 min, switch off the heater and then the oil circulating pump.
-
Open valve 5 and switch on the water circulating pump. Attach a small-sized bottle to a methanol recovery unit to collect condensed methanol. Add methoxide solution into the heating tank.
-
Switch on the oil circulating pump and close the lid on the reactor tank. Keep the temperature at 60 °C to avoid boiling methanol. Circulate the mixture for 60 min keeping a close look at the temperature value.
-
After the required time, unplug the heater and switch off the oil circulating pump and cold water pump. Remove the cap from the heating tank. Open valve 2, and close valves 1 and 2.
-
Switch on the oil circulating pump to move oil to the settling tank. Switch off the oil circulating pump when all oil is moved to the settling tank. Leftover oil moves out through valve 3.
-
Cap the separating tank and allow the mixture to settle overnight. Glycerol and biodiesel will separate which can be seen in distinct layers. Biodiesel will be on top and glycerol at the bottom.
-
Open valve 4 and carefully collect glycerol. Add about 2 L of warm water to the separating tank. The water will settle down and biodiesel will float at the top.
-
Put up the air pump hose end to the bottom of the separating tank. Switch on the air pump. Some soap will be formed in the tank. Switch off the air pump and drain soap water. Check the pH value of this water using pH paper. It should be less than 7.
-
Drain the washed biodiesel into a clean container. Obtained biodiesel should be heated to remove traces of water. After that, it can be used as per requirement.
7.4 Details of biodiesel produced
Transesterification was carried out for the conversion of 20 L (18 kg) of used cooking oil into biodiesel. 4 L of methanol and 200 gm of KOH catalyst were used. The reaction was carried out at 60 °C for 60 min. The water quantity used during the reaction was 2 L. The reaction produced 19.16 L of biodiesel from 20 L of UCO. Sample of biodiesel produced is shown in Fig. 7.
Sample of biodiesel produced.
8 Framework for experimentations on EDM
Available studies have shown the demerits of conventional dielectric fluids which include hydrocarbon-based fluids and synthetic oils. An investigation has been conducted on the use of biodiesel as an EDM fluid. Biodiesel is an eco-friendly option for the replacement of conventional dielectric fluid. It is less hazardous for the environment as well as the machine operator. A framework for utilizing extracted biodiesel as a dielectric fluid for the EDM process is presented. Biodiesel will be extracted from either inedible oil or used cooking oil. Machining will be conducted on the Inconel-625 workpiece using the Copper tool. Inconel-625 is selected based on its properties and applicability in various Industries. The objective of the proposed study is to investigate the effect of various process variables on machining variables. A summary of EDM parameters selected for experimentation is given in Table 1.
Process variables
Discharge current, pulse on-time, and pulse off-time
Constant variables
Gap, voltage, flushing pressure
Workpiece
ToolSuperalloy
Cu electrode
Di-electric fluids
ST-EDM oil and UCO-based biodiesel
Machining variables
Material removal rate, tool wear rate, and surface roughness.
Characteristic study
Stereo microscopy for surface roughness measurement
Scanning electron microscopy (SEM) for studying surface topography
Experiments will be conducted on electrical discharge machining (Make: Toolcraft India Limited; Model G30 Integrated Type) installed at the National Institute of Technical Teachers’ Training and Research (NITTTR), Chandigarh. The pictorial view of EDM is shown in Fig. 8. It has features like a three-coordinate read out system, voltmeter, ammeter, and switches for current, pulse duration and pause duration are provided on the control panel of the machine. Input parameters can be set from the control panel. The work tank contains a table for clamping workpiece and dielectric fluid can be stored in the tank. The dielectric storage tank is located at the base of the machine. Pump and filters are provided for the circulation of dielectric fluid and the filtration of fluid at different levels. The conventional fluid used in this EDM machine is ST KOOL EDM-250 (M/s See Lube Technologies Pvt. Limited, Ludhiana). For using biodiesel, the entire dielectric tank will be emptied and properly cleaned, and then biodiesel will be filled. After experiments with biodiesel were finished, dielectric tank was again cleaned. A trail run with conventional EDM oil was conducted to remove traces of biodiesel from dielectric supply system etc. The maximum capacity of the dielectric tank is 60 L and the machine requires a minimum of 15 L of dielectric fluid in the tank for operation. To identify the control factors and their impact on the performance, a cause and effect diagram has been developed, which is shown in Fig. 9. The factors that influence the machining characteristics can be divided into different categories as electrical parameters, tool, dielectric parameters, workpiece and non-electrical parameters.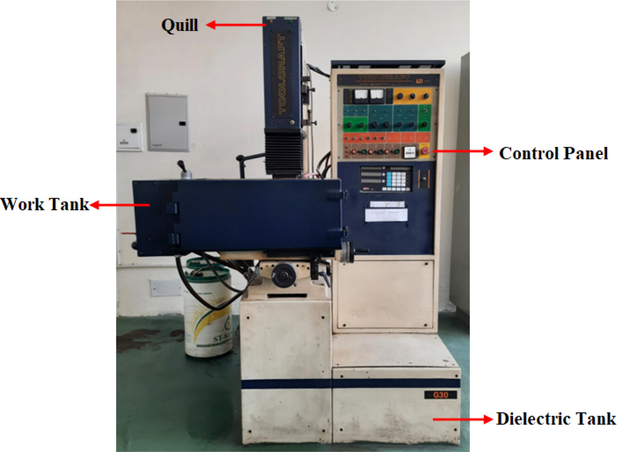
Photograph of EDM (Courtesy: NITTTR, Chandigarh).
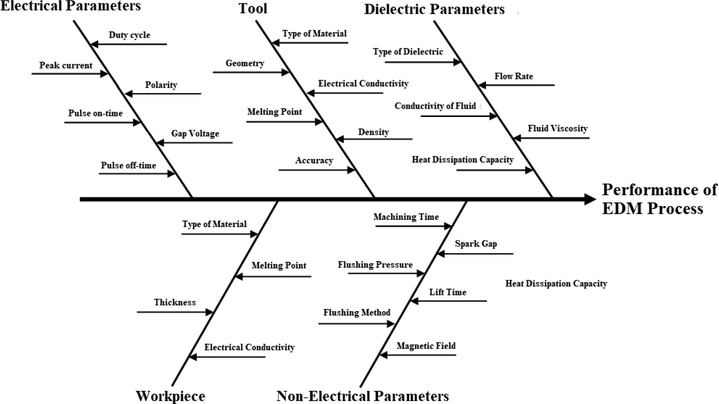
Fishbone cause and effect diagram of EDM.
9 Steps to be followed
The following steps will be followed for conducting the proposed experimental work on the EDM machine using biodiesel as dielectric fluid.
-
The main objective of the proposed research work is to investigate the effects of process variables on various machining variables during the EDM process of Inconel 625 using copper electrode and biodiesel.
-
Inconel alloy will be selected for its specific properties. Inconel-625 is resistant to corrosion and oxidation and it has the capability to keep up its structural integrity at high temperatures.
-
Biodiesel will be produced from either used cooking oil or inedible oil. Important properties (such as breakdown voltage, dielectric constant, thermal conductivity, and specific heat) of biodiesel will be determined and compared with conventionally used EDM oil to establish its utility as an EDM fluid.
-
Pilot experiments will be conducted to fix the range of process variables. Further, experiments will be conducted based on this range.
-
Material removal and tool wear rates will be measured using weight differences in unit time. A surface roughness tester will be used for the measurement of surface roughness.
-
Scanning electron microscopy will be done to study the surface topography of the machined surface.
-
The process variables will be optimized for the best performance of EDM using a proper optimization tool.
10 Performance improvement of EDM process with bio-dielectric fluid
Some researchers have tested biodiesel as a dielectric fluid during the EDM process. The results obtained with bio-dielectric fluids were found to be better compared to those obtained with conventional dielectric fluids.
The utility of Jatropha curcas oil-based bio-dielectric fluid during electrical discharge machining of P20 + plastic mold steel was investigated by Valaki et al. (2016). The bio-dielectric operation showed a significant improvement in EDM performance in terms of material removal rate and surface roughness. Further, an improvement in surface hardness of machined surface was also noticed with Jatropha oil operation. Transesterified Jatropha, Canola, and Neem oils were tested in the EDM by Das et al. (2019). They observed that bio-dielectric fluids give lower surface roughness values. In comparison to kerosene, Jatropha bio-dielectric displays 15% greater material expulsion while canola bio-dielectric resulted in 12% lower surface roughness. Electrical discharge machining of EN-31 steel using Pongamia Pinnta oil was conducted by Dastagiri et al. (2019). EDM performance with plant oil was compared with that obtained with EDM oil. They observed finer surface quality of machined surface and lesser tool wear with bio-dielectric fluid. Also, a considerable reduction in dielectric contamination was noticed after the bio-dielectric operation. However, the material expulsion rate was similar with both dielectrics. Different bio-dielectric fluids (like Canola, Sunflower, and Jatropha oils) were tested during spark machining of titanium alloy by Singaravel et al. (2020). In comparison with kerosene, they observed that the surface integrity of the machined surface was significantly improved with the bio-dielectric operation. Dimensional accuracy perspective in electrical discharge machining was evaluated using different bio-dielectric fluids (that included oils of Canola, Amla, Olive, Sunflower, Coconut, and Mustard) during machining of Inconel-600 by Ishfaq et al. (2022). They observed that with the bio-dielectric operation, the dimensional error was smaller as compared to the kerosene operation.
After going through the literature, it can be noted that the performance of EDM with vegetable oil-based dielectric fluids was better than that with conventional dielectric fluids. A higher value of material removal rate and a lower value of tool wear rate has been observed with bio-dielectric fluids. An improvement in the surface quality and better dimensional accuracy has been observed. Researchers have also studied about sustainability and environmental issues of bio-dielectric fluids.
11 Conclusions
Present work was conducted to develop a biodiesel production plant of a moderate capacity. Various aspects the biodiesel have been reviewed including biodiesel production, its performance characteristics in CI engines, and its performance as the EDM fluid. Designing and development of a biodiesel production plant are described along with the procedure to operate it. The design of the plant is unique and innovative in itself. It was found that 20 L of used cooking oil produced 19.16 L of biodiesel. The yield of biodiesel at a 1:6 M ratio of used cooking oil and methanol was observed by using KOH as a catalyst under transesterification for 1 hr at 60 °C. The yield was found to be 95.8%. The framework for conducting experiments on the EDM machine using biodiesel was presented.
12 Recommendations and scope for future work
Different vegetable oils can be used to obtain biodiesel. A comparative study of the properties of these biodiesels can be done. A study on the yield of biodiesel extracted using different catalysts can be conducted. Different nano-catalyst can be used. The effect of various parameters on transesterification can be studied. The biodiesel production process can be optimized for maximum yield. Several of studies can be carried out on the EDM using biodiesel fluid. The effect of biodiesel properties on the machining characteristics of the EDM and the surface quality of the machined surface can be assessed. The process parameters of the EDM can be optimized. Investigations on the hybrid-EDM process using bio-dielectric fluid can be conducted. So far, such studies have not been explored. Studies on the combination of different tools and workpieces under influence of the bio-dielectric fluid can be conducted. Effect of bio-dielectric on surface properties of tool can be done.
13 Consent
All authors have read and approved the manuscript to be published.
Conflicts of interest
All authors declare that there are no competing interests in this article.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Biodiesel development and characterization for use as a fuel in compression ignition engines. J. Eng. Gas Turbines Power. 2001;123(2):440-447.
- [CrossRef] [Google Scholar]
- Recent residential applicatons of low-temperature solar collector. J. Clean Prod.. 2021;279:123549
- [CrossRef] [Google Scholar]
- Applications of biodiesel in drilling fluids. Geofluids. 2021;2021:1-11.
- [CrossRef] [Google Scholar]
- Enzymatic approach to biodiesel production. J. Agri. Food Chem.. 2007;55(22):8995-9005.
- [CrossRef] [Google Scholar]
- Biodiesel from Neem oil as an alternative fuel for Diesel engine. Proc. Engg.. 2013;56:625-630.
- [CrossRef] [Google Scholar]
- Fluidized-bed immobilized-enzyme reactor for the hydrolysis of cornstarch to glucose. Biotechnol. Bioengg.. 1979;21(4):689-706.
- [Google Scholar]
- Various methods of biodiesel production and types of catalysts. Biofuels Bioenergy: Opp & Challen.. 2022;111–132
- [CrossRef] [Google Scholar]
- Performance and emission analysis on diesel engine fueled with blends of jojoba biodiesel. Mat Tod: Proc 2021 In Press
- [CrossRef] [Google Scholar]
- Use of ionic liquids in biodiesel production: a review. Braz. J. Chem. Engg.. 2012;29(1):1-13.
- [Google Scholar]
- Effect of bio-lubricant and biodiesel-contaminated lubricant on tribological behavior of cylinder liner–piston ring combination. Tribol. Trans.. 2012;55(4):438-445.
- [CrossRef] [Google Scholar]
- Comparative analysis on the effect of zinc oxide and ethanox as additives with biodiesel in CI engine. Ener.. 2017;140:352-364.
- [CrossRef] [Google Scholar]
- High quality biodiesel and its diesel engine application: a review. Ren. Sus. Ener. Rev.. 2010;14(7):1999-2008.
- [CrossRef] [Google Scholar]
- Effect of acetylene addition on performance, emission and combustion characteristics of neem biodiesel and corn biodiesel-fueled CI engine. J. Ther. Analy Calori.. 2019;138(2):1405-1414.
- [CrossRef] [Google Scholar]
- Potassium hydroxide catalyst supported on palm shell activated carbon for transesterification of palm oil. Fuel Proc. Technol.. 2010;91(11):1378-1385.
- [CrossRef] [Google Scholar]
- Experimental investigation of jatropha curcas bio-oil and biodiesel in electric discharge machining of Ti-6Al-4V. Mat Tod: Proc.. 2021;38:2102-2109.
- [CrossRef] [Google Scholar]
- Durability testing modified compression ignition engines fueled with straight plant oil. Ener.. 2010;35(8):3204-3220.
- [CrossRef] [Google Scholar]
- Biodiesel production from castor oil using heterogeneous Ni doped ZnO nanocatalyst. Biores. Technol.. 2018;250:793-798.
- [CrossRef] [Google Scholar]
- Production of synthetic fuels and chemicals from biomass. Biomass Gasif. Pyrol. Torref. Pract. Des. Theory. 2018;375–404
- [CrossRef] [Google Scholar]
- Combustion, performance, and emission analysis of a CI engine fueled with mustard oil biodiesel blended in diesel fuel. Fuel. 2021;292:120346
- [CrossRef] [Google Scholar]
- Synthesis of MgO/MgSO4 nanocatalyst by thiourea–nitrate solution combustion for biodiesel production from waste cooking oil. Ren Ener.. 2022;190:474-486.
- [CrossRef] [Google Scholar]
- An experimental and computational study on the feasibility of bio-dielectrics for sustainable electrical discharge machining. J. Manuf. Pro.. 2019;4:284-296.
- [CrossRef] [Google Scholar]
- Pongamia pinnata plant seed oil as dielectric fluid for electro discharge machining process. Intl. J. Engg.. 2019;32(12):1805-1812.
- [CrossRef] [Google Scholar]
- Biodiesel production through transesterification of Chlorella vulgaris: Synthesis and characterization of CaO nanocatalyst. Fuel. 2021;300:121018
- [CrossRef] [Google Scholar]
- Biodiesel from sunflower oil in supercritical methanol with calcium oxide. Ener. Conver. Manag.. 2007;48(3):937-941.
- [CrossRef] [Google Scholar]
- Biodiesel Production Techniques, Food Technology Fact Sheet. Kerr Food and Agriculutral Products Ceter, Oklahoma Cooperative Extension Service, Division of Agricultural Sciences and Natural Resources; 2007. 150-1-150-4
- Green synthesis of biodiesel using ionic liquids. Pure Appl. Chem.. 2009;81:2045-2057.
- [CrossRef] [Google Scholar]
- Investigation of an integrated system combining an Organic Rankine Cycle and absorption chiller driven by geothermal energy: Energy, exergy, and economic analyses and optimization. J of Cleam Prod.. 2020;258:120780
- [CrossRef] [Google Scholar]
- Energy, exergy, economic and advanced and extended eergy analyses of a wind turbine. Ener. Conv. Manag.. 2019;183:369-381.
- [CrossRef] [Google Scholar]
- Biodiesel from used frying oil. Variables affecting the yields and characteristics of the biodiesel. Ind. Engg. Chem. Res.. 2005;44(15):5491-5499.
- [CrossRef] [Google Scholar]
- State of the art of biodiesel production under supercritical conditions. Prog. Ener. Comb. Sc.. 2017;63:173-203.
- [CrossRef] [Google Scholar]
- A review of the current state of biodiesel production using enzymatic transesterification. Biotechnol. Bioengg.. 2009;102(5):1298-1315.
- [CrossRef] [Google Scholar]
- A novel technique for separating glycerine from palm oil-based biodiesel using ionic liquids. Fuel Process. Tech.. 2010;91(1):116-120.
- [CrossRef] [Google Scholar]
- Analyzing micromachining errors in EDM of Inconel 600 using various biodegradable dielectrics. J. Braz. Soc. Mech. Sc. Engg.. 2022;44(6):1-12.
- [CrossRef] [Google Scholar]
- Synthesis of biodiesel from second-used cooking oil. Ener. Proc.. 2013;32:190-199.
- [CrossRef] [Google Scholar]
- Waste vegetable oils (WVO) as compression ignition engine fuel: a review. J. Emer. Technol. Inn. Res.. 2018;5(9):180-190.
- [CrossRef] [Google Scholar]
- Extraction, characterization and wick stove performance of jatropha curcas oil. Int. J. Engg. Res. Adv. Dev.. 2017;3(11):26-33.
- [Google Scholar]
- Electrical discharge machining: vital to manufacturing industries. Int. J. Inn. Tech. Exp. Engg.. 2019;8(11):1696-1701.
- [CrossRef] [Google Scholar]
- Investigations on the feasibility of jatropha curcas oil based biodiesel for sustainable dielectric fluid in EDM process. Mat Tod: Proc.. 2020;26:335-340.
- [CrossRef] [Google Scholar]
- An experimental study on magnetic field-assisted-EDM process for Inconel-625. Adv. Mat. Process. Tech. 2022:1-27.
- [CrossRef] [Google Scholar]
- Experimental investigation of cotton seed oil and neem methyl esters as biodiesel on CI engine. Int. J. Mod. Engg. Res.. 2012;2(4):1741-1746.
- [Google Scholar]
- A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. J. Mat. Pro. Technol.. 2004;149(1–3):341-346.
- [CrossRef] [Google Scholar]
- Transesterification of neat and used frying oil: optimization for biodiesel production. Fuel Pro Technol.. 2006;87(10):883-890.
- [CrossRef] [Google Scholar]
- Technical aspects of biodiesel production by transesterification—a review. Ren. Sus. Ener. Rev.. 2006;10(3):248-268.
- [CrossRef] [Google Scholar]
- Evaluation of technical feasibility and environmental impact of Calophyllum Inophyllum (Polanga) oil based bio-dielectric fluid for green EDM. Measurement. 2020;159:107744
- [CrossRef] [Google Scholar]
- The effects of alcohol to oil molar ratios and the type of alcohol on biodiesel production using transesterification process. Egypt. J. Petro. 2016;25(1):21-31.
- [CrossRef] [Google Scholar]
- Performance analysis of compression ignition (CI) engine using biodiesel. Mat Tod: Proc.. 2021;37:1422-1426.
- [CrossRef] [Google Scholar]
- Investigation on diethyl ether as an additive with Calophyllum Inophyllum biodiesel for CI engine application. Ener. Conv. Manag.. 2019;179:104-113.
- [CrossRef] [Google Scholar]
- Investigation of biodiesel dielectric in sustainable electrical discharge machining. Int. J. Adv. Manuf. Tech.. 2017;90(9):2549-2556.
- [CrossRef] [Google Scholar]
- Study of an effective technique for the production of biodiesel from jatropha oil. J. Emer. Tr Engg. Appl. Sc.. 2011;2(1):79-86.
- [Google Scholar]
- Biodiesel production from Jatropha curcas: A review. Sci. Res. Essays.. 2010;5(14):1796-1808.
- [CrossRef] [Google Scholar]
- Combustion performance of biodiesel and diesel-vegetable oil blends in a simulated gas turbine burner. J. Engg. Gas Turbines Power.. 2009;131(3):1-11.
- [CrossRef] [Google Scholar]
- Biodiesel production from waste cooking oil using a novel biocatalyst of lipase enzyme immobilized magnetic nanocomposite. Fuel. 2022;313:123057
- [CrossRef] [Google Scholar]
- Experimental investigation of pongamia, jatropha and neem methyl esters as biodiesel on CI engine. Jordan J. Mech. Ind. Engg.. 2008;2(2):117-122.
- [Google Scholar]
- Production and use of lipases in bioenergy: a review from the feedstocks to biodiesel production. Enzyme Res.. 2011;2011:1-6.
- [CrossRef] [Google Scholar]
- Recent advancement in electric discharge machining of metal matrix composite materials. Mat. Tod: Proc.. 2021;37:2829-2836.
- [CrossRef] [Google Scholar]
- Investigation on the influence of different types of dielectrics in electrical discharge machining. Int. J. Adv. Manuf. Tech.. 2017;92(1–4):277-291.
- [CrossRef] [Google Scholar]
- A study using classical or membrane separation in the biodiesel process. Desalination. 2010;250(3):1070-1072.
- [CrossRef] [Google Scholar]
- Energy, exergy, advanced exergy and economic analyses of hybrid polymer electrolyte membrane (PEM) fuel cell and photovoltaic cells to produce hydrogen and electricity. J. Clean Prod.. 2019;234:1082-1093.
- [CrossRef] [Google Scholar]
- Effect of preheating waste cooking oil on biodiesel production and properties. Ener. Sour. Part A: Rec. Util. Environ. Eff.. 2018;40(2):207-213.
- [CrossRef] [Google Scholar]
- Experimental investigation of vegetable oil as dielectric fluid in Electric discharge machining of Ti-6Al-4V. Ain Shams Engg. J.. 2020;11(1):143-147.
- [CrossRef] [Google Scholar]
- Sustainability of moringa-oil–based biodiesel blended lubricant. Ener. Sourc. Part A: Recov. Utiliz. Environ. Effects. 2017;39(3):313-319.
- [CrossRef] [Google Scholar]
- Construction and performance analysis of pit furnace by using biodiesel. Indian J. Sc. Tech.. 2016;9(45):1-5.
- [CrossRef] [Google Scholar]
- Study and optimization of surface roughness parameter during electrical discharge machining of titanium alloy (Ti-6246) Mat. Tod: Proc.. 2021;44:838-847.
- [CrossRef] [Google Scholar]
- Investigation on technical feasibilyt of Jatropha curcas oil based bio dielectric fluid for sustainable electric discharge machining (EDM) J. Manuf. Proces.. 2016;22:151-160.
- [CrossRef] [Google Scholar]
- Biodiesel and renewable diesel production methods. Adv. Biorefin.. 2014;441–475
- [CrossRef] [Google Scholar]
- Reduction of the environmental impacts of the hydropower plant by microalgae cultivation and biodiesel production. J. Env. Manag.. 2022;304:114247
- [CrossRef] [Google Scholar]
- Energy, exergy, exergoeconomic, exergoenvironmental analysis and optimization of quadrule combined solar, biogas, SRC and ORC cycles with methane system. Ren. Sus. Ener. Rev.. 2021;150:111420
- [CrossRef] [Google Scholar]
- Soybean biodiesel production using synergistic CaO/Ag nano catalyst: Process optimization, kinetic study, and economic evaluation. Indus Crops Prod.. 2021;166:113479
- [CrossRef] [Google Scholar]




