

Translate this page into:
Exploring Oxytenanthera abyssinica as a sustainable alternative for pulp and paper production: A response surface methodology approach for optimized soda pulping
⁎Corresponding authors at: Department of Allied Sciences, Graphic Era Hill University, Society Area, Clement Town, Dehradun 248002, Uttarakhand, India. rkbachheti@gmail.com (Rakesh Kumar Bachheti), bachheti.archana@gmail.com (Archana Bachheti)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Abstract
Oxytenanthera abyssinica has been investigated as a possible substitute raw material for pulp and paper production because of its long fiber (2.40 mm), larger fiber width (21.83 μm), and flexibility ratio (0.72), smaller Runkel ratio (0.35), large slenderness ratio (109.98), and thinner cell wall thickness (2.74 μm). A response surface methodology (RSM) method was applied to explore and identify the best conditions for soda processing of the O. abyssinica stem. Soda concentration, cooking temperature, and cooking time were used to optimize the process of pulp production and the Kappa number (KPN). Under optimal conditions such as 180 min cooking time, 20 % active alkali, and 165 °C cooking temperature, the highest pulp yield and the lowest KPN were 43.48 % and 19.9, respectively. The optimized pulp was used to make a paper sheet having mechanical characteristics of the tensile index (28.23 Nm/g), tearing index (10.70 mNm2/g), and Burst index (1.11 kPam2/g). This study demonstrates that O. abyssinica pulp can produce paper with mechanical properties of medium strength equivalent to that of paper using a more environmentally friendly pulping process such as soda pulping compared to kraft and sulfite pulping. In summary, it can be inferred that O. abyssinica holds significant promise as a substitute raw material for pulp and paper industries. However, it is recommended to conduct pilot plant studies for further exploration.
Keywords
Oxytenanthera abyssinica
RSM
Pulp yield
Soda pulping

1 Introduction
Bamboo is one non-woody plant that can be utilized to produce pulp (Fiserova et al., 2006). They are fast-growing plants and are abundantly found in the tropical areas (Emamverdian et al., 2020). Compared to non-wood fibers like reeds, corn straw, bagasse, rice, and wheat straw, bamboo species are used as a main raw material for pulp and paper production (Chen et al., 2019). They can be found in a number of places, including Asia, Central America (Honduras, Costa Rica, and Mexico), and South America (Rusch et al., 2019).
In Africa, Ethiopia is home to over a million hectares of bamboo, making up 67 % of Africa's bamboo resources. Additionally, Ethiopia accounts for about 7 % of the world's total bamboo area (Lin et al., 2019). Approximately 85 % of Ethiopia's total bamboo area comprises O. abyssinica, a native bamboo species that is environmentally and economically significant plant species for the country (Oumer et al., 2020). In the central, southwestern and southern regions of the country there is a total of about 850,000 ha of O. abyssinica (Embaye, 2003). Although O. abyssinica is a bamboo species commonly grown in Ethiopia, nothing is known about its pulping and paper-making potential.
Soda pulping is one of the most popular methods for producing pulp from non-woody biomass (Worku et al., 2023a). Compared to more traditional papermaking methods (such as kraft and sulfite pulp), which have negative environmental impacts, the soda pulping process, also known as alkaline pulping, offers the advantage of using less hazardous chemicals to human health and the environment. It offers viable chemical recovery opportunities, reduces cook time and produces sulfate-free pulp (Worku et al., 2023a). RSM is used for soda pulping process reaction parameters. Researches showed that, to achieve the appropriate pulp characteristics, pulping can be optimized using RSM for a variety of factors, such as pH, temperature, time, and chemical concentrations (Bezerra et al., 2008). Using the experiment data, a mathematical model is developed to show the relationship between the input factors and the output responses of soda pulping. The aim of this research is to use soda pulp and RSM optimization techniques to produce pulp and paper from low land bamboo species called O. abyssinica.
2 Materials and methods
2.1 Sample collection and identification
Twenty O. abyssinica plants, with one to three average age, were randomly picked from a natural forest in Pawe woreda in Metekel Zone by TAPPI guidelines 2002 (TAPPI, 2002). Taxonomists from the Department of Biology and Biodiversity Management, College of Natural Sciences, Addis Ababa University identified the plant species. The identified O. abyssinica plants were used to test fiber characterization and chemical composition analysis. The plant stalks above 30 cm were used for test fiber characterization. In order to conduct the chemical composition test, chips with a mesh size of less than 40 and more than 60 were used (Amibo et al., 2021).
2.2 Proximate and fiber dimension measurement procedures
TAPPT standards were used to analyze the proximate chemical analysis and fiber characteristics of O. abyssinica as well as fiber length, fiber width, cell wall thickness, and fiber lumen diameter measurement procedures found in our in our previous work (Worku et al., 2023b).
2.3 Soda pulping
Oven-dried O. abyssinica chip samples were weighed and charged into the digester with a 10:1 liquid (NaOH solution) to the solid ratio for soda pulp production using RSM optimization methods. The digester was heated to operational temperatures for 140, 165, and 190 min, with concentration of NaOH (15, 20, and 25 %) and reaction time (160, 180, and 200 min.). The final O. abyssinica non-bleached pulp was completely washed with tap water, and the pulp yields were calculated based on Equation (1).
2.4 Experimental design
The relationship between the dependent variables pulp yield and KPN and the three independent processes, such as variables reaction time between 160 min and 200 min, alkali concentration between 15 % and 25 %, and reaction temperature between 140 °C and 190 °C was examined using RSM. To determine the linear, quadratic, and interaction impacts of each component on each response and create model equations, a total of 20 tests were conducted (Table 1).
Run #
Independant variable
Dependent variable
Temp (°C)
Time (min)
Conc. (%)
Yield
Kappa number
1
140
180
20
35.35
31.03
2
140
200
15
30.75
39.49
3
165
180
20
43.48
20.90
4
165
200
20
40.50
21.77
5
165
180
25
41.34
27.45
6
190
180
20
35.83
21.55
7
190
160
25
38.41
30.89
8
165
180
20
43.48
20.9
9
140
160
15
30.85
41.53
10
165
180
20
43.48
19.90
11
165
180
20
42.48
19.90
12
165
180
20
43.48
19.90
13
140
200
25
32.77
35.17
14
190
200
25
29.51
28.25
15
140
160
25
34.19
37.21
16
165
160
20
43.00
24.61
17
165
180
15
40.66
28.41
18
190
200
15
31.49
27.85
19
190
160
15
35.07
33.49
20
165
180
20
43.48
19.90
By fitting to a second-order polynomial equation (Equation (2)) of multiple regression analysis using the least squares approach, the experimental data for each of the responses were modeled.
2.5 Bleaching of pulp
The bleaching activities were carried out in three bleaching stages. In the first and second bleaching, 4 % H2O2, 3 % NaOH, 0.5 % Epsom salt, and 3 % sodium silicate were used and in third bleaching stage aqueous chlorite solution (1.7 % w/v NaClO2) in 100 mL of distilled water combined with acetate buffer (2.7 g NaOH and 7.5 mL glacial acetic acid) was used as the same procedures used in our previous work (Worku et al., 2023b).
2.6 Kappa number
First, the spectral intensity of 5 mL of a potassium permanganate solution at 0.1 N was determined. The permanganate solution was mixed with 20 ml of standardized sulfuric acid (2 mol/L) concentration to create a powerfully acidic reaction solution. Then, using a magnetic stirrer, 150 mg of oven-dried pulp was added to the produced reaction solution. Filtration was completed after three minutes of reaction time. Equation (3) was used to get the KPN (Chai et al., 2000).
2.7 Hand sheet making procedure and mechanical test
Pulp and paper-making procedures were used based on the methods used in our previous work (Megra et al., 2022). The optimized soda pulp of O. abyssinica plant was used for paper production after bleaching with the following procedures. 23 L of water and 400 g of air-dried bleached soda pulp were combined to prepare pulp slurry with a consistency of 1.9 %. The pulp slurry was placed in a beater and milled by circulation. During the meal, the slurry's freeness was assessed every 10 min. This was accomplished by taking 128 mL of slurry—which contained 2 g of moisture-free fiber—out of the mixer, diluting it with 1000 ml of distilled water, and measuring the level of grinding. 800 mL of the sample was removed from the mixer when the pulp freeness reached 30 CSF. It was then diluted with 2 L of water to a consistency of 0.62 % and crushed for 5 min at 1500 rpm. After being removed from the disintegrator, the ground and shredded pulp suspension were diluted with four liters of water and well-mixed by hand. After removing 404 ml of the diluted mixture, a sheet-forming machine yielded 60 g per square meter of sheets. After the panels were ready, a two-stage pressing process was carried out in the pressing machine, where a pressure of 0.62 MPa was applied for four minutes. After being taken out of the press, the materials were put on the drying plates and allowed to dry in the oven for 45 min at 130 °C. Various standard physical tests, including the tensile strength test, tear strength test, and burst strength test were performed based on standard procedures used by TAPPI (TAPPI, T-403-cm97, 2002). The general processes for producing pulp and paper are shown in Fig. 1.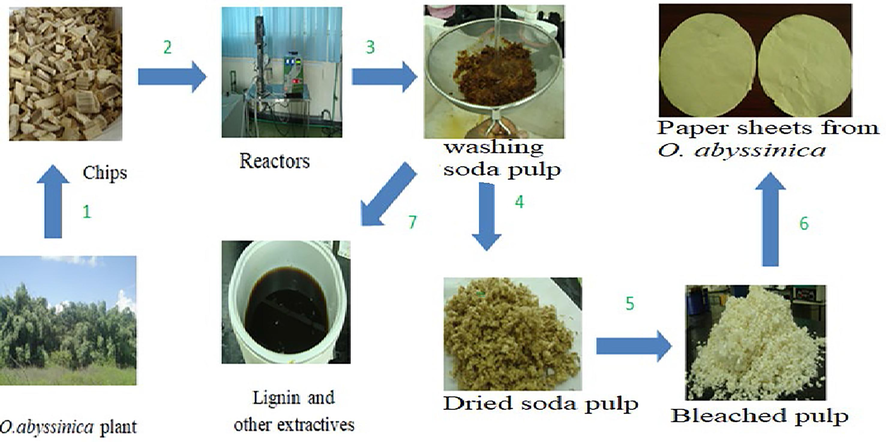
Pulp and paper-making procedures from three old O. abyssinica plants. Where 1: cutting and chipping, 2: inserting to reactors, 3: soda pulping, 4: drying, 5: bleaching, 6: sheet making and 7: lignin collection.
2.8 Statically analysis
The data were subjected to one-way ANOVA, p-value, confidence interval (CI), and standard deviation (SD) using Origin 8 and Microsoft Excel. The average result included SD. Reliability was evaluated at a 95 % confidence interval p < 0.05. The means were compared using the Tukey Test.
3 Results and discussion
3.1 Chemical composition and fiber characteristics of O. abyssinica
Previous research revealed that the average three-year-old O. abyssinica had a cellulose, hemicellulose, and lignin content of 49.26, 21.31, and 20.63 wt%, respectively. Since O. abyssinica has more than 34 % cellulose content, the results show that it has a high potential to produce pulp in pulp production industries (Syed et al., 2016). O. abyssinica had a higher solubility of 4.51 ± 0.153 wt% in alcohol-benzene. In 1 % NaOH solution, O. abyssinica was soluble at a weight percentage of 20.4 ± 0.15. This solubility value is greater than the value of solubility found in hot water (11.67 wt%), cold water (9.56 wt%), and alcohol/benzene (4.51 wt%) (Worku et al., 2023b). This showed that some important compounds like low molecular weight carbohydrate, some inorganic compounds, starch and other elements were present in O. abyssinica. This outcome agrees with other studies on bamboo plants that have been conducted by Moradbak et al., 2016a), and (Gülsoy and Şimşir, 2018). O. abyssinica's fiber lengths possess a value between 1.32 and 3.55 mm, with a mean value of 2.40 mm. This falls within softwood ranges from 2.7 to 4.6 mm, and hardwood from 0.7 to 3.0 mm (Camposeco-Negrete, 2013). O. abyssinica's fiber width was 21.83 µm and wall thickness was 2.74 µm. The findings also revealed that O. abyssinica's fiber lumen diameter had a mean value of 15.63 µm. The average Runkel ratio value was 0.35 ± 0.01 (Worku et al., 2023b). The Runkel ratio (>1) was lower in the bamboo fiber. The lower value of rankle ration an indication for good pulp and paper production. Pulp yield will be high if the Runkel ratio is smaller than 1 (Ofosu et al., 2020). O. abyssinica had an average flexibility ratio value of 0.72. The mean Slenderness ratio value of O. abyssinica was 109.98, exceeding the threshold of 70. This suggests that, as mentioned by Cao et al. (2014), the fibers produce better paper sheets. Slenderness ratio value of O. abyssinica is larger compared to the value of hardwood pulp fiber, however, the value is are comparable to the slenderness ratio of fiber obtained from softwood pulp (Boonpitaksakul et al., 2019).
3.2 Pulp yield and kappa number
The KPN as well as yield of pulp from O. abyssinica were optimized using the RSM experimental design method as shown in (Table 1). As shown in the Table, the methodology consists of 20 experimental runs to assess the statistical effects of factors such as time (t), alkaline charge (A), and temperature (T) on the KPN and pulp yield. Pulp yields (ranging from 30.75 to 43.48) and kappa values (ranging from 19.90 to 41.53) were produced using reaction time (160–200 min), concentration (15–25 %), and reaction temperature (140–180 °C).
3.3 Effect of pulping process variables
3.3.1 Effect of individual process variables
As observed in Table 1 the soda pulp yield of three year aged O. abyssinica was found in the range between 30.75 and 43.48 % with maximum value of 43.48 %. The value of the soda pulp yield was 43.48 % at the optimum temperature of 165 °C, an alkali charge of 20 % and a cooking time of 180 min. As the temperature increased to 190 °C with a constant active alkaline charge of 20 % and a cook time of 180 min, the pulp yield decreased to 35.83 %. The pulp yield declined to 41.34 % at constant temperature (165 °C) and time (180 min), as active alkali increase from 20 % to 25 %. At constant temperature (165 °C) and active alkali (20 %) as reaction time increased from 180 to 200 min, yield decreased to 40.65 %. The pulp yield of the plant also showed a lower value when the reaction time decreased from 180 to 160 min, the temperature decreased from 165 to 140 °C, and the alkaline charge decreased from 20 to 15 % (Table 1). Cooking at higher temperatures, for longer periods (more than 180 min), and with an excessive alkali content (more than 20 %) leads to fiber breakdown and reduced pulp production and quality. Lower reaction conditions also increase the rejection and decrease the pulp yield (Darmawan et al., 2020).
The KPN obtained in the experiment ranged from 19.90 to 41.53 (Table 1). However, the value of the KPN at optimal temperature (165 °C), alkaline charge (20 %), and time (180 min) were 19.90. The KPN increased from 19.90 to 21.55 when the temperature was raised from 165 °C to 190 °C while maintaining a consistent alkaline charge (20 %) and cooking period (180 min). The KP rose to 27.45 when the concentration of alkaline charge was raised from 20 % to 25 % at a steady temperature of 165 °C and a reaction period of 180 min. At a constant temperature of 165 °C and an active alkaline charge of 20 %, as the reaction time increased from 180 to 200 min, the KPN increased very small, changing from 19.34 to 21.77. The KPN of the soda pulping is higher than 19.9 when the temperature, alkaline concentration, and reaction time are lower than 165 °C, 20 %, and 180 min, respectively. A smaller increase in KPN occurred when the active alkali was cooked at temperatures above 165 °C for longer than 180 min, and more active alkali was present (20 % or more). The high kappa value indicates that the pulp produced has a high lignin concentration. Conversely, a low KPN means that the pulp's cellulose content has deteriorated, which lowers the pulp's quality and may make bleaching more challenging as well as reduce pulp strength (Ardina et al., 2018). The KPN generally decreased with increasing temperature, reaction time, and alkaline charge up to the optimal point. However, as their value increased above the optimal point, the KPN slightly increased (Table 1).
The larger pulp yield was obtained in our work compared to the result obtained by Chibudike et al. (2020). They found a pulp yield of 32.16–47.90 using RSM methods using soda pulping of Bamboo obtained from Lagos State, Nigeria. By using RSM methods to pulp O. abyssinica collected from the Assossa zone using soda-AQ pulping, Tolessa (2015) found that, under optimum circumstances, at the cooking temperature of 150 °C, active alkali of (20 %), and cooking time of 180 min, the maximum pulp output was 52.24 %. The minimum KPN was 12.16 %.
3.3.2 Interaction effect between process variables
3.3.2.1 Interaction effects of soda concentration and temperature
Fig. 2a illustrates how temperature and soda concentration affect pulp production and KPN throughout a set cooking time of 164.5 min. The Yield of pulp was initially increased by an increase in soda concentration and temperature; however, further increases in soda concentration and temperature resulted in a drop in the pulp yield because high soda concentrations and temperatures cause cellulose to degrade. The most significant response value was 43.8 % yield observed at 20 % alkaline charge and 165 °C. As observed in Fig. 3a, the temperature change has more effect on pulp yield than alkaline charge. Fig. 3b demonstrated that the reduction in KPN was facilitated by both an increase in soda content and temperature.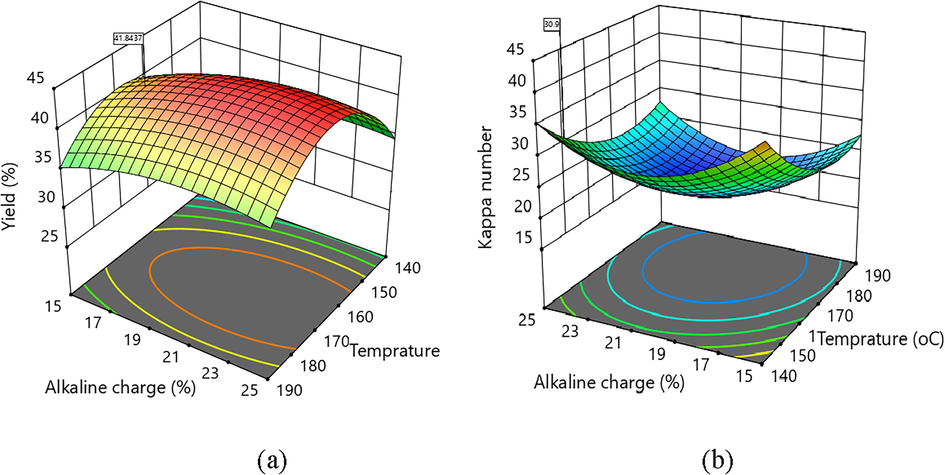
Effects of soda concentration and temperature on pulp production (a) and KP (b).
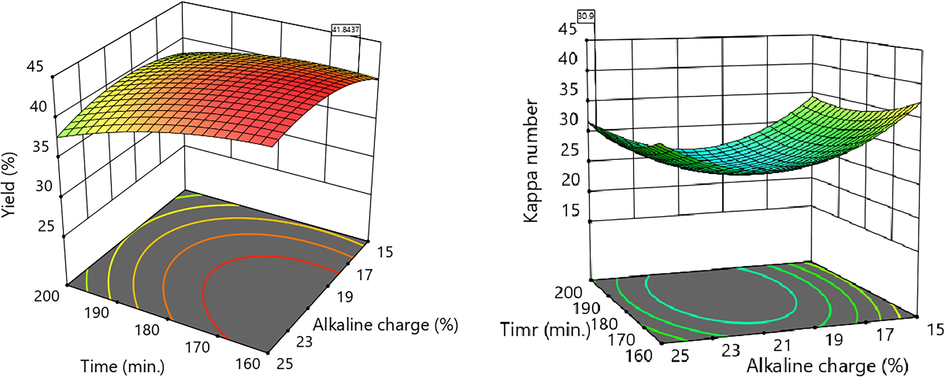
Effects of pulp production and KPN on soda concentration and time spent at constant temperature, respectively.
3.3.2.2 Interaction effects of time and soda concentration
Researchers can gain a great deal of insight on the relationship between time, soda concentration, and their combined effect on the desired result (Piepiórka-Stepuk, 2018). The effects of varying soda content and its relationship to pulp yield and KPN at a fixed cooking temperature of 147.3 °C are depicted in Fig. 3. In this surface plot, the KPN decreases as pulping time and alkaline concentration increase toward the center. However, the KPN gradually increases as the reaction time and alkaline concentrations increase. Increases in alkaline concentration improve lignin breakdown and reduce lignin condensation, which has a favorable impact on the KPN.
3.3.2.3 Interaction effect of temperature and time
Fig. 4a displays the effects of temperature changes over time and how they interact with one another to affect pulp production and KPN at a constant soda concentration of 24.4 %. Researchers showed that Changing temperatures and time significantly affected pulp yield and the value of the KPN (Li et al., 2023). The cell walls of O. abyssinica strains prevented easier delignification during pulping, therefore increasing temperature and time increased pulp yield. However, a further increase in the temperature of the reaction with a longer time reaction decreases the pulp yield. This is due to high cellulose degradation. As observed in Fig. 4, the KPN decreases as the reaction temperature increases; low temperature will result in insufficient lignin removal, which raises the KPN (Bonfatti and Silva, 2018). The lowest KPN is observed with a value of 19.90 at a temperature of 165 °C and a reaction time of 180 min. This implied that prolonged cooking at low temperatures could only sometimes lead to an improvement in yield and KPN compared to that obtained after a short time at high temperatures for the same degree of pulping. AS observed in the Fig. 4, a nearly flat reaction surface implies that the KPN variation is less sensitive in regions of high alkali concentration and time in this particular scenario.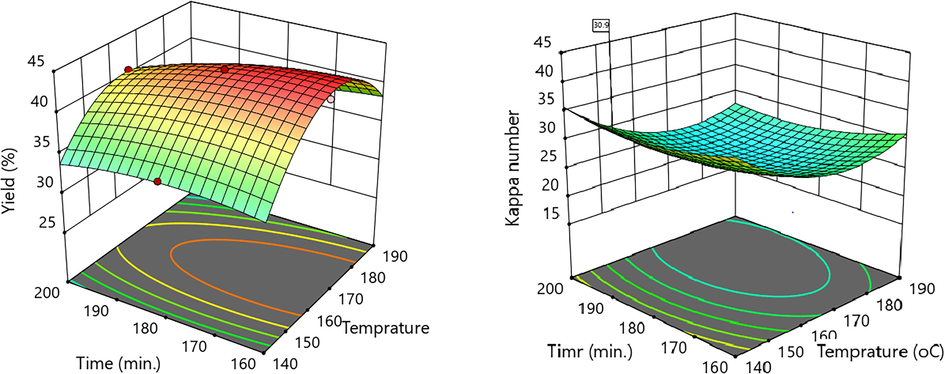
Temperature and time interactions at constant soda concentration: effects on pulp production and KPN, respectively.
3.3.3 Bleaching result
Three stages of a bleaching procedure were used: BOA1 and BOA2, which bleached using a combination of alkali peroxide bleaching stages (H2O2, NaOH, Na2SO3, and Epsom salt), and BOA3, which bleached using NaClO2 (Worku et al., 2022). After heating OANP for 40 min to reaction temperature, a solution of distilled water, 3 % Na2SiO3, 3 % NaOH, 0.5 % Epsom salt, and 4 % H2O2 was added, and good mixing was achieved by kneading. The KPN had dropped from 19.9 to 10.4 at this point. This number shows the existence of residual lignin in the pulp. In the second stage, the same procedure as in the first stage is repeated on a dry sample of BOA1. The KPN of the sample decreased to 6.5. This showed that the lignin content decreased from the samples. In the third stage, 100 mL of distilled water and 100 mL of acetate buffer (consisting of 7.5 mL of glacial acetic acid and 2.7 g NaOH) were added to 100 mL of BOA2 and heated for four hours at 80 °C. In this stage, the KPN of the plant drops to 2.6. As seen in Fig. 5, the brightness also rose from left to right (Mussatto et al., 2008). The paper sheet made from soda pulp of O. abyssinica revealed that the paper has a tearing index, bursting index, and tensile index with a value of 28.23 Nm/g, 1.11 kPam2/g, and 10.70 mN.m2/g respectively.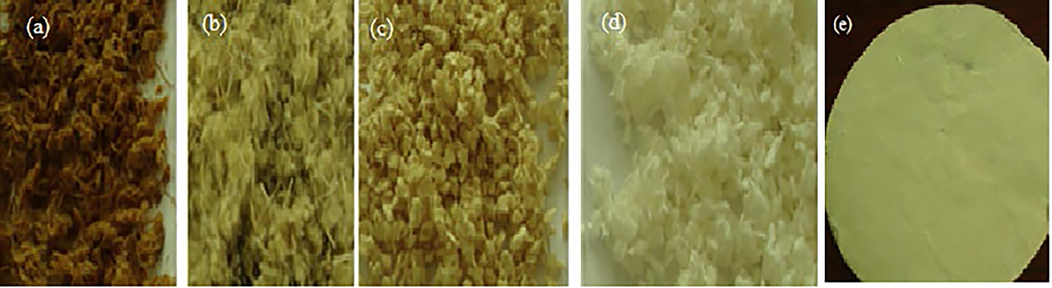
Pulp bleaching stage of (a) unbleached pulp, (b) first-stage bleached sample (BOA1), (c) second-stage bleached sample (BOA2), (d) third-stage bleached samples (BOA3), and (e) paper sheet.
3.4 Handsheet physical properties
The fundamental characteristics of the O. abyssinica pulp sheet were examined, such as its physical strength. The findings showed that the tearing index, bursting index, and tensile index of paper produced from O. abyssinica were 33.58 Nm/g, 1.303 kPa.m2/g, and 11.5 mN.m2/g, respectively.
O. abyssinica stem paper sample has higher a tear index of value of 11.5 m Nm2/g and the tensile index value of 33.58 Nmg−1, this is because, O. abyssinica has larger fiber length, flexibility, slenderness ratio, and coefficient of rigidity (Worku et al., 2023b). An individual fiber's bonding strength, and consequently its tensile strength and bursting qualities, are determined by its long fiber length and coefficient of flexibility (Bellil et al., 2023). Compared to G. scortechinii and B. vulgaris, the burst index of O. abyssinicas was almost comparable; however, compared to the rest of the other bamboo plants. The highest tensile index value (33.58 Nmg−1) was obtained in this steady for O. abyssinica raw material compared to G. scortechinii (30.22 Nmg−1), (Hassan et al., 2014), B. vulgaris (18.8 Nmg−1) (Suhaimi et al., 2022), G.levis (29.68 Nmg−1) (Suhaimi et al., 2022) and G. scortechinii (20.86 Nmg−1) (Moradbak et al., 2016).
4 Conclusion
This study investigated how pulp production, KPN, and paper sheet characteristics were affected by pulping parameters such as active alkali (NaOH), cooking temperature, and reaction time. These factors mostly determined the pulp yield and the quality of the bamboo pulp made from O. abyssinica. Under optimal conditions, including cooking duration (180 min.), cooking temperature (165 °C), and alkaline charge (20 %), the maximum pulp yield and lowest KPN were 43.8 % and 19.9, respectively. Tearing index, bursting index, and tensile index values at the optimum conditions were found to be 11.5 mN.m2/g, 1.303 kPa.m2/g, and 33.55 Nm/g respectively. It can be concluded that O. abyssinica has great potential as an alternative raw material for pulp and paper industries, although pilot plant studies are suggested. Research on the utilization of hemicellulose, cellulose recovery, lignin valorization, and microbial and enzymatic techniques for biodegrading pulping and papermaking residues into bio-based products are some areas of future focus for the biorefining of residues from these operations.
CRediT authorship contribution statement
Limenew Abate Worku: Writing – review & editing, Writing – original draft. Rakesh Kumar Bachheti: Writing – review & editing, Supervision, Conceptualization. Mesfin Getachew Tadesse: Validation, Supervision. Archana Bachheti: Writing – review & editing, Supervision. Abdulrahman Alshammari: Writing – review & editing, Software. Norah A. Albekairi: Writing – original draft, Validation. Atul Kabra: Validation, Software. Woinshet Kassie Alemu: Writing – review & editing, Writing – original draft.
Acknowledgments
The authors are thankful to the Researchers Supporting Project number (RSP2024R491), King Saud University, Riyadh, Saudi Arabia, and Addis Ababa Science and Technology University, Ethiopia, for providing necessary research facilities.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Novel lanthanum doped magnetic teff straw biochar nanocomposite and optimization its efficacy of defluoridation of groundwater using RSM: a case study of hawassa city, Ethiopia. Adv. Mater. Sci. Eng.. 2021;2021:1-15.
- [Google Scholar]
- Ardina, V., Irawan, B., Prajitno, D.H., Roesyadi, A., 2018. Active alkali charge effect on kraft pulping process of Acacia mangium and Eucalyptus pellita. In: AIP Conference Proceedings. AIP Publishing LLC, pp. 020036.
- Prediction of interfacial behaviour of single flax fibre bonded to various matrices by simulation of microdroplet test. Composites Part C: Open Access. 2023;11:100351
- [Google Scholar]
- Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta. 2008;76(5):965-977.
- [Google Scholar]
- Bonfatti Junior, E.A., Silva Júnior, F.D., 2018. The effects of temperature, alkali charge and additives in the oxygen delignification in high kappa number Eucalyptus pulp kraft.
- Natural fibers derived from Coi (Streblus asper Lour.) and their behavior in pulping and as paper. BioResources. 2019;14(3):6411-6420.
- [Google Scholar]
- Optimization of cutting parameters for minimizing energy consumption in turning of AISI 6061 T6 using Taguchi methodology and ANOVA. J. Clean. Prod.. 2013;53:195-203.
- [Google Scholar]
- High strength, flexible, and conductive graphene/polypropylene fiber paper fabricated via papermaking process. Adv. Compos. Hybrid Mater. 2022:1-9.
- [Google Scholar]
- A simple and practical pulp kappa test method for process control in pulp production. Process Control Qual.. 2000;11(5):407-417.
- [Google Scholar]
- Bamboo as an emerging resource for worldwide pulping and papermaking. BioResources. 2019;14(1):3-5.
- [Google Scholar]
- Soda pulping experiments and yield optimization on bamboo fiber for pulp and paper production. Glob. Sci. J.. 2020;8(11)
- [Google Scholar]
- Delignification of abaca fiber (Musa textilis) as potential substitute for Eucalyptus pellita. IOP Conf. Ser.: Materi. Sci. Eng.. 2020;857
- [Google Scholar]
- Emamverdian, A., Ding, Y., Ranaei, F., Ahmad, Z., 2020. Application of bamboo plants in nine aspects. Sci. World J. 2020.
- Embaye, K., 2003. Ecological aspects and resource management of bamboo forests in Ethiopia, 273.
- Evaluation of annual plants (Amaranthus caudatus L., Atriplex hortensis L., Helianthus tuberosus L.) for pulp production. Cellul. Chem. Technol.. 2006;40(6):405.
- [Google Scholar]
- Chemical composition, fiber morphology, and kraft pulping of bracken stalks (Pteridium aquilinum (L.) Kuhn) Drvna Industrija. 2018;69(1):23-33.
- [Google Scholar]
- Properties of Gigantochloa scortechinii paper enhancement by beating revolution. J. Trop. Resour. Sustain. Sci. (JTRSS). 2014;2(2):59-67.
- [Google Scholar]
- Development of raw materials and technology for pulping—a brief review. Polymers. 2023;15(22):4465.
- [Google Scholar]
- Opportunities and challenges in the Ethiopian bamboo sector: A market analysis of the bamboo-based value web. Sustainability. 2019;11(6):1644.
- [Google Scholar]
- Evaluation of pulp and papermaking properties of Melia azedarach. Forests. 2022;13(2):263.
- [Google Scholar]
- Alkaline sulfite anthraquinone and methanol pulping of bamboo (Gigantochloa scortechinii) BioResources. 2016;11(1):235-248.
- [Google Scholar]
- Effects of alkaline sulfite anthraquinone and methanol pulping conditions on the mechanical and optical paper properties of bamboo (Gigantochloa scortechinii) BioResources. 2016;11(3)
- [Google Scholar]
- Hydrogen peroxide bleaching of cellulose pulps obtained from brewer’s spent grain. Cellul.. 2008;15(4):641-649.
- [Google Scholar]
- Suitability of Chrysophyllum albidum from moist semi-deciduous forest in Ghana as a raw material for manufacturing paper-based products. J. Sustain. For.. 2020;39(2):153-166.
- [Google Scholar]
- Genetic diversity, population structure, and gene flow analysis of lowland bamboo [Oxytenanthera abyssinica (A. Rich.) Munro] in Ethiopia. Ecol. Evol.. 2020;10(20):11217-11236.
- [Google Scholar]
- Impact of caustic soda solution temperature on efficiency of its cleaning on solid sediments after completed process of cleaning in CIP system of brewing unit. Agri. Eng.. 2018;22(2):79-89.
- [Google Scholar]
- Morphology, Density and Dimensions of Bamboo Fibers: A Bibliographical Compilation. SciELO Brasil; 2019.
- Pulping yield and mechanical properties of unbeaten bamboo paper. Pertanika J. Sci. Technol.. 2022;30(2)
- [Google Scholar]
- Fiber characteristics and papermaking of seagrass using hand-beaten and blended pulp. BioResources. 2016;11(2):5358-5380.
- [Google Scholar]
- Standards and Suggested Methods. Atlanta, Georgia, USA: TAPPI Press; 2002.
- Tolessa, A., 2015. Chemical pulping of Oxytenanthera abyssinica Bamboo.
- Agricultural residues as raw materials for pulp and paper production: overview and applications on membrane fabrication. Membranes. 2023;13(2):228.
- [Google Scholar]
- Worku, L.A., Bachheti, R.K., Tadesse, M.G., 2022. Isolation and characterization of natural cellulose from Oxytenanthera abyssinica (Lowland Ethiopian Bamboo) using alkali peroxide bleaching stages followed by aqueous chlorite in buffer solution. Int. J. Polym. Sci. 2022.
- Worku, L.A., Bachheti, R.K., Tadesse, M.G., Bachheti, A., 2023b. Proximate chemical analysis and effect of age and height of Oxytenanthera abyssinica on fiber morphology and chemical compositions for pulp and paper production potential. Int. J. Polym. Sci. 2023.




