

Assessment of frictional torque and lubricity of waste-tire bio-oil as lubricant additive for stuck pipe
⁎Corresponding author at: Petroleum Engineering Department, Covenant University, Ota, Nigeria. emeka.okoro@uniport.edu.ng (Emmanuel E. Okoro)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Peer review under responsibility of King Saud University.
Abstract
The optimal approach to reducing surface torque when drilling uses oil-based or synthetic-based mud systems instead of aqueous mud systems. However, lower surface torque and drag can be achieved by lowering the water-based mud friction factors using lubricant additives. Torque can be reduced up to 25% with the suitable mud lubricant additives. Lubricant additives are viable methods for decreasing frictional resistance in drill strings during oil and gas drilling operations. In this study, bio-oil was produced from waste tire distilled pyrolytic oil and added to formulated standard aqueous drilling fluid to investigate its ability to reduce frictional torque during drilling. The lubricating properties of the proposed lubricant additive was compared with commercially used lubricant additive as reference samples (control). The simulation results were compared with measurements from the OFITE Lubricity Tester. The result shows that adding the distilled waste tire pyrolytic oil and produced bio-oil to the drilling mud decreased the coefficient of friction and torque to generate oily films on the contact-surface. The distilled pyrolytic oil and produced bio-oil torque values were in the range of 23.50–32.98 and 21.30–30.82 respectively. The commercial lubricant additive (control) gave 42.85% maximum torque reduction, while the produced bio-oil gave a similar maximum torque reduction of 41.88%. The result shows that, for a water-based drilling fluid, the friction coefficient between the drill string and rock formation, can be reduced with the application of the produced bio-oil. Thus, the produced bio-oil can be used to prevent differential sticking or free the stuck pipe during drilling.
Keywords
Bio-oil
Frictional torque
Lubricant additive
Stuck pipe
Waste tire
Water-based mud

1 Introduction
Friction is the resistance to motion that occurs when a solid surface slides over another solid surface. The slip depends on the force exerted in the direction of motion. The cause of the frictional force can be the adhesion between the surfaces or the interaction between surface asperities. The relative importance of these two factors is controversial but depends on the roughness of the surface, type of material, and level of force applied (Ebnesajjad and Morgan, 2019). Frictional resistance to the motion of a material is usually expressed in terms of “coefficient of friction (CoF)”. According to Elgibaly et al. (2017), torque and drag result from the friction between the drill string and borehole formation. The success and resilience can be affected by torque and drag during drilling of deep and complex boreholes. Lubricant additives are often used to reduce the inherent CoF of a drilling fluid (Saffari et al., 2018; Zheng et al., 2020).
Bio-oil has been identified in literature as a promising alternative to fossil based fuels processing a range of renewable and environmentally-friendly benefits. Upgrading and enhancing the quality of crude bio-oil is a vital step towards a wider adoption of this promising bio-technology application (Peng et al., 2018). The lubricant is used to separate surfaces and dissipate heat during drilling (González et al., 2011). The frictional force between the open borehole and drill-string can cause severe problems when drilling extended boreholes, primarily when water-based mud is used for the hole section. According to Growcock et al. (1999), the open borehole surface contact and drilling fluid composition where the surfaces are immersed influences the CoF; also, midst the most vital factors that impact on drag and torque is the CoF. The liquid lubricant to be used as additive in water-based mud (WBM) should form a film that will help mask the surface roughness, which dependson the concentration (vol%). Lubricants compatible with aqueous mud system can reduce the CoF between the drill-strings and formations just as effectively as oil-based drilling fluids (Sonmez et al., 2013; Dong et al., 2015). Recent studies on the effect of WBM composition on drilling speed and rate of penetration have shown that some lubricant additives effectively reduce torque (Lan and Polycarpou, 2020; Chen et al., 2019).
Differential pipe sticking is one of the main problems when drilling with water-based mud systems. Differential pressure sticking is often experienced when the drill string becomes immersed in a drilling fluid filter cake/ the surface of the open hole formation within a permeable zone and, is thus held in place by the difference in drilling fluid pressure (higher pressure) relative to the formation pressure (lower pressure) (Tang et al., 2021). When the drill pipe comes in contact with the filter cake adhering to the formation wall, the hydrostatic pressure of the mud column pushes the drill string into the formation wall (Pakdaman et al., 2019).
Of the various methods used to release stuck drill string, application of liquid lubricants around the stuck area and the use of drill jar are relatively straightforward. The spotting liquid (lubricant additive) is often composed of hydrocarbons, which constitutes diesel or mineral oil (Ismail et al., 2015; Li et al., 2020). Another approach to avoiding differential sticking is by increasing the lubricity coefficient and decreasing the tendency of the water-based mud to adhere using lubricant additive. Previously, either refined oil or crude oil was used for this purpose. However, environmental regulations restrict its use. Other alternatives of diesel oil that can be used as lubricant additive include biodiesel, soap, detergent, fatty acid, alcohol, asphalt, graphite, gilsonite and ester mixture, vegetable oil / glycol mixture, ester / glycol mixture, phosphate ester mixture, and glycol surfactant mixture. This study examines the suitability of bio-oil from waste tire pyrolytic oil as a lubricant additive in water-based mud systems and its ability to reduce sticking tendency to prevent differential pipe sticking challenges.
This study objective is to evaluate the effect of chemically modified waste tire pyrolytic oil as water-based drilling fluid lubricant additive to reduce the mud’s coefficient of friction. Since the continuous increase in waste tyres has become a critical environmental issue, disposal of these tyres has also become a daunting task (Okoro et al., 2019). There is little or no application of waste tyre pyrolytic oil as a lubricant additive for water-based mud systems in the literature. According to Okoro et al. (2020), waste tire pyrolytic oil has both chemical and physical properties required for some extended applications, one of which involves its use as a lubricant additive.
2 Methodology
This section is in two parts. First is the production of bio-oil from the waste tire pyrolytic oil. The second is the application of the produced bio-oil as lubricant additive for reducing stuck pipe between the rotating drill-string and subsurface formation.
2.1 Extraction of pyrolytic oil from the waste tyre
Pyrolysis of waste tyres can be recommended as an alternative for thermochemical treatment, and it often serves as an attractive economic and environmental approach for transforming waste tyres into products. The waste tyre samples were cut into size (10 mm) and placed into the fixed bed electrical reactor with a maximum temperature of 1100 °C. There are two inlets points in the reactor, one for transporting generated pyrolytic oil; and the other above the reactor. The reactor temperature (610 °C) was held constant for 20 min, and after that, the reactor was allowed to cool to 20 °C; before collecting the pyrolytic oil. The experimental setup is presented in Appendix A (Fig. A1).
The Gas Chromatography-Mass Spectrometry (GC–MS) preliminary result on the produced pyrolytic oil shows the presence of sulphur compounds such as sulphides, di-sulphides and mercaptans. These sulphur compounds were further oxidized via distillation at 370 °C temperature. According to Tsietsi et al. (2014), sulphides, di-sulphides, and mercaptans can easily be removed at specified temperatures within the range of 300–370 °C.
2.2 Production of the Bio-Oil used as lubricant additive
Lubricant additives are often dispersed in aqueous drilling fluids, as such, the source oil (pyrolytic oil from the waste tyre) was subjected to esterification (pre-treatment of source oil) and transesterification at a temperature range of 60–110 °C in the presence of basic catalysts. Esterification is a chemical reaction in which alcohol and acid react, producing an ester. This implies that instead of producing soap as in the alkali catalyzed reaction, the free fatty acids will produce esters, which is the product of interest. 99.8 % Sigma-Aldrich Methanol and Sulfuric Acid (concentrated) were used to pre-treat the pyrolytic oil, and the impurities formed were removed. The treated oil from this process was dried with excess methanol at 105 °C temperature.
The treated oil was used for the transesterification process with alcohol (methanol) and catalyst (99 % pellets of sodium hydroxide) mixture. During the transesterification reaction, for every mole of triglycerides reacting, three moles of alcohol are used. In the presence of the catalyst, the alcohol molecule will break the fatty acid chains, resulting in two different products, a mixture of fatty acid esters and glycerol. The stirring of the esterified oil and methyl ether mixture increased the rate of reaction and ester conversion. The product was allowed to settle for one day in the separating funnel, and the possible traces of methanol and water were evaporated in an oven at temperature of 107 °C. For the alkali-catalyzed reaction, the carbonyl carbon atom of the triglyceride was attacked by the alcohol anion to form a tetrahedral intermediate. Also, a reversible reaction was observed as the intermediate reacted with alcohol to produce an anion of the alcohol. Depending on the type of catalyst chosen, the mechanism of the reaction will vary.
In the case of the alkali catalyzed reaction, the mechanism was formulated in three steps, in the first of them the anion of the alcohol will attack the carbonyl carbon atom of the triglyceride and a tetrahedral intermediate will be formed. The second step implies that intermediate reacting with alcohol to regenerate the anion of the alcohol. Finally, in the third step, a rearrangement of the tetrahedral intermediate occurs, resulting in the formation of a fatty acid ester and a diglyceride. The mechanism for the transesterification is a series of consecutive reversible reactions, where a triglyceride is converted stepwise to diglyceride, monoglyceride, and finally, glycerol. Finally, the rearrangement of the tetrahedral intermediate to form diglyceride and ester of a fatty acid.
2.3 Evaluation of the Bio-Oil as lubricant additive using lubricity tester
The frictional force that repel motion always acts as a relative motion between two bodies that come in contact. This frictional resistance of rotating drill pipes is referred to as Torque. Subsequently, the evaluation of different lubricant additives cannot be tested during drilling, a lubricity tester (OFITE combination Extreme Pressure and Lubricity Tester, Version 1.4) was adopted for simulating the rotation speed of the drill string and its contact with the wall of the open wellbore. The lubricity tester measures the lubricity of the drilling fluid and provides data for estimating the type and amount of additional lubricating oils that may be needed. This procedure consists of measuring the torque of a steel block pressed into a rotating steel ring. The torque limit of the device is 600 lb-inch and the control measures the resistance of the drilling fluid to the lubricant additives. This test determines the film strength of the test fluid by applying a measurable force to the torque-sensitive bearing cup using a torque arm (Fig. 1).
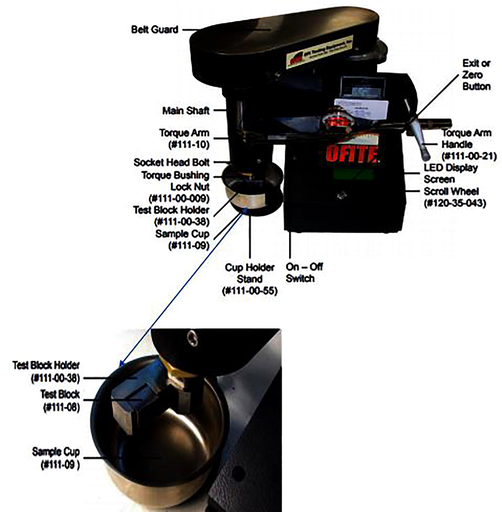
- Extreme Pressure and Lubricity Tester (OFITE Manual).
The sample cup was filled with 260 mL of water-based drilling fluid, placed on a lower base, and screwed to secure it. The torque control handle was adjusted to increase the torque wrench readings until the desired load or seizure. A seizure indicates complete wear of the drilling fluid under extreme pressure under test conditions. Eqs. (1), (2), (3), (4), and (5) were used to calculate the film strength, correction factor, mud lubricity coefficient, and percent (%) torque reduction at a given load and coefficient of friction.
Friction is evaluated as a measure of the friction coefficient (μ). The coefficient of friction between two solids is expressed as the force vertical to the surfaces (Wang et al., 2019). If this area is not small enough to penetrate the film, the coefficient of friction is independent of the visible contact surface. The force to overcome friction is the same in all areas. The force F required to push the block and the ring surface together at a given speed is calculated from the force to rotate the test ring's shaft at a given rotational speed at a given time.
2.4 Water-based mud system formulation and application of Bio-Oil as lubricant additive
350 mL of water-based drilling fluid was formulated as standard laboratory barrel-prototype drilling fluid, and the addition of each additive in their proper sequence helped to optimize the performance of the mud system. The Hamilton drilling fluid mixer was used in blending the additives with water as the continuous base fluid. The formulation was done following the API specifications (API RP 10B-2). 25 g of bentonite was measured and poured into the mixer cup and stirred for 10 min, followed by 1.0 g of NaOH and poly-anionic cellulose which was further stirred for another 5 min. 0.5 g of sodium carboxymethyl cellulose and 0.2 g of Na2CO3 were added into the mixture and stirred for 5 min. 15 g of barite was then added and stirred for 10 min to avoid lumps in the formulated aqueous mud system. Table 1 shows the number of additives used for the aqueous mud system formulation and their functions.
| Materials | Quantity (g) | Primary Function |
|---|---|---|
| Bentonite | 25 | Viscosity and filtration control |
| Barite | 15 | For increasing density |
| Sodium Carboxymethyl cellulose (CMC) | 0.5 | Fluid-loss control and viscosifier |
| Polyanionic cellulose (PAC) | 0.5 | Fluid-loss control and viscosifier |
| Sodium Carbonate (Na2CO3) | 0.2 | Calcium precipitant in lower pH muds |
| Sodium Hydroxide (NaOH) | 1.0 | pH control in water-based mud |
The commercial lubricant additive denoted ILO-1 (obtained from the oil and gas sector) was used as a control in this study. A total of sixteen (16) samples of water-based mud systems were formulated for the lubricity test. One (1) prepared mud sample without additive was used to benchmark when a seizure is expected to occur for the standard formulated water-based mud system. The distilled pyrolytic oil, produced bio-oil and ILO-1 were used as lubricant additives with a 1 % volume increment between 1 and 5 vol%. Thus, five (5) mud systems were used for each lubricant additive.
3 Results and discussion
3.1 Produced Bio-Oil
The reduction of pyrolytic oil sulphur content was done using the distillation procedure proposed by Tsietsi et al. (2014). The bio-oil coefficient of rolling friction was estimated experimentally to be 0.010 using the ASTM D 5183-05 method. This value means that 0.010 force is needed to move a stuck drill string weighing one pound. The produced bio-oil was analyzed using FTIR (spectrophotometer), and about three distinct bonds (C—H, C⚌C, and C⚌O stretching) were identified between 1200 and 700 cm−1 (see Appendix A, Fig. A2). Fig. 2 shows that for every 100 g of the bio-oil, 60 % of the oil constituent comprises of Paraffin. At the same time, the Aliphatic and Naphthalene compounds contribute 20 % each of the compositions. This result shows that the predominant bio-oil molecules are saturated long-chain hydrocarbons (Paraffins). The physicochemical analysis shows that the kinematic viscosity (ASTM D 445), flash (ASTM D 92-12) and pour (ASTM D 97-17b) points are 5.3 mm2/s, 110.7 °C, and −15 °C, respectively. The bio-oil kinematic viscosity value is within the ASTM D6751 and EN 14214 standard values (1.9 to 6 and 3.5 to 5 mm2/s, respectively). The kinematic viscosity is the ratio of the viscosity of a fluid to its density. The produced bio-oil's cloud, pour, and flash points are within the U.S. specification (ASTM Standard) and the European specification (EN Standard). The cloud point provides a rough idea of the temperature above which the oil can be safely handled without wax coagulation, which causes filter clogging. The oil's pour point is the lowest temperature at which the oil is observe to flow under the test conditions.
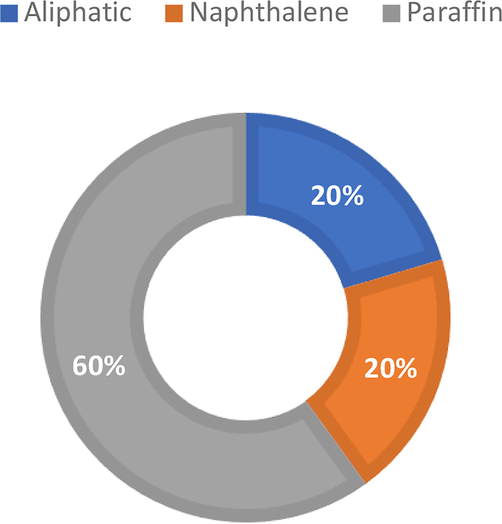
- Bio-oil characterization based on Gas Chromatography data.
GC–MS was further used to analyze the produced bio-oil. In the GC/MS process, a sample is first injected into a gas chromatograph, where components are separated according to size and/or polarity. Then, the components pass into a device known as a mass selective detector. At this stage, a mass spectrum is obtained and compared against standard reference libraries to identify unknown components in the sample. Table A1 (Appendix A) shows the GC–MS analysis of the produced bio-oil. The result shows that the produced bio-oil is a mixture of branched and linear Paraffins. The specific gravity and density of the produced bio-oil, which are fundamental physical properties, are 0.804 and 0.894 g/cm3, respectively. Literature has shown that hydrocarbon-based lubricating oils specific gravity ranged from 0.85 to 0.90.
As the density of the lubricant additive increases, the fluid becomes thicker. The produced bio-oil has the properties of a lubricant additive which includes low specific gravity and high pour point (−15 °C). Fig. 3 shows some properties of the produced bio-oil and distilled pyrolytic oil. The kinematic viscosity for distilled pyrolytic oil and produced bio-oil at 40 °C is 11.2 and 5.3 mm2/s, respectively. From ASTM D6751 test results in literature at 40 °C, the kinematic viscosity of pure biodiesel ranged between 1.9 and 6.0 mm2/s. Kinematic viscosity is a suitable attempt to assess the thickness of the membrane that an oil can provide and decide the lubricant additive's stability for storage. Kinematic viscosity also depends on the specific gravity of the oil. The total acid number of the distilled pyrolytic oil and produced bio-oil was estimated as 12.43 and 1.27 mg KOH/g. This result is the sum of acidic chemicals and extractives in the oil samples, representing oil's acidity. There is no precise typical limit, but the lower limit for the produced bio-oil is 1.27 mg KOH/g according to ASTM D6751. Fig. 3 also shows that the fatty acids present in the distilled pyrolytic oil was reduced, thus, reducing the influence of unsaturation on additive performance.
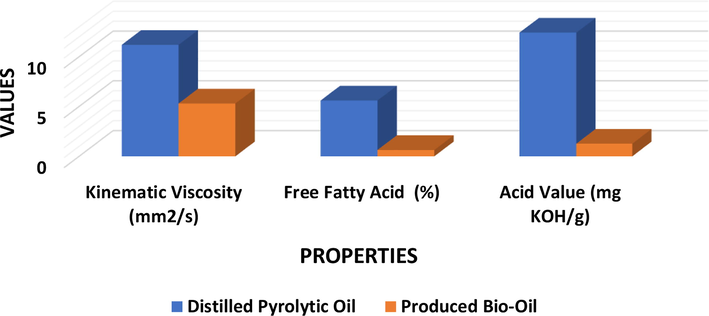
- Properties of the Produced Bio-Oil.
Rolling friction can be associated with the sticking of rotating drill strings on the open section of the wellbore formation. The effects of the coefficient of rolling friction are not negligible when one considers the contact forces and the duration of the drilling operation (Davis et al. 2017; Alaci et al., 2020). Wang et al. (2018) conclude that the rolling friction coefficient is a vital physical property for rotating and rolling systems because two bodies are rolled and rub against each other relatively.
3.2 Application of the Bio-Oil as lubricant additive
Aqueous drilling fluids, which are environmental friendly, have a higher friction coefficient when compared with synthetic or oil-based mud systems, thus increasing the drill string’s torque and drag. Also, during drilling operation, water-based mud systems are prone to differential pipe sticking because they provide low lubricity properties compared to oil-based mud systems (Brandon et al., 1993). Extreme pressure and lubricity tester was used to simulate the rig runs using water-based drilling fluid which helped establish the bio-oil’s effect on stuck pipe and torque release during drilling. Figs. 4 and 5 show the torque readings from the rig simulation for the standard aqueous mud systems, and the mud systems treated with both distilled pyrolytic oil and the produced bio-oil as lubricant additive respectively.
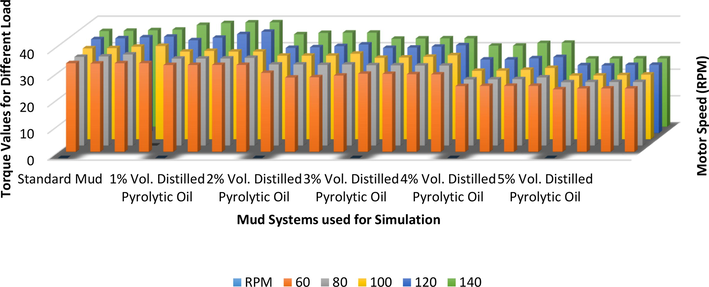
- Torque variation with Loads using the Mud System and Distilled Pyrolytic Oil.
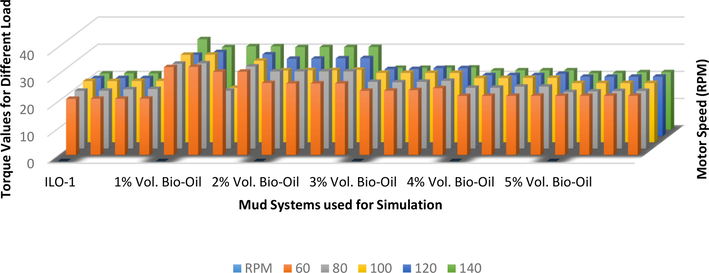
- Torque vs Loads for Different Muds and the Produced Bio-Oil.
Fig. 4 shows that the torque value for the standard water-based mud system without lubricant additive was higher than the torque value of the mud systems with varying volume percent of distilled pyrolytic oil as lubricant additive. The torque value reduced when additional volume percent of the bio-oil was used as lubricant additive (Fig. 5). McCormick et al. (2012) also highlighted that the application of lubricant additives reduces typically frictional torque (Fig. 5). Friction torque is the measure of the resistance to motion of two adjacent elements sliding on each other. As the drill string rotates, torque is generated, so it is expected that the torque will increase as the string rotates.
The produced bio-oil competed favorably with the commercial lubricant additive at 3 % vol. and above. The produced bio-oil's 1 % and 2 % vol. reduced the torque, but the extent was not measurable with the commercial lubricant additive due to insufficient oil film around the surface. The application of lubricant additives reduced the contact loads existing among the drill pipes and the open borehole formation; thus, reducing the frictional torque.
Eq. (4) was used to estimate the percent torque reduction at a given load for the distilled pyrolytic oil and bio-oil used as lubricant additives; and the results are presented in Figs. 6 and 7, respectively. Fig. 6 shows that a significant reduction in torque was recorded for the distilled pyrolytic oil from 2 % vol. and above for all the loads under consideration. But, Fig. 7 shows that 1 % vol. of the produced bio-oil significantly reduced torque value for 80, 100, and 120 rpm. 2 % vol. and above also recorded a considerable percent reduction in the estimated torque whose values are comparable with the commercial lubricant additive.
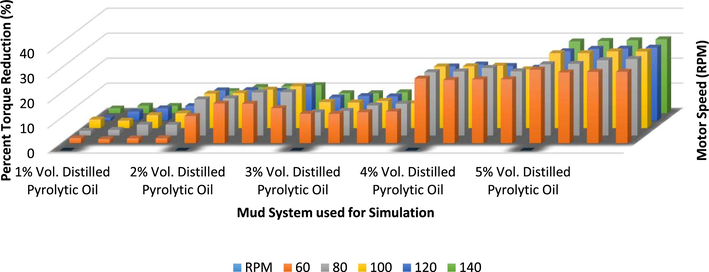
- Mud Systems Torque Reduction with Distilled Pyrolytic Oil as Lubricant Additive.
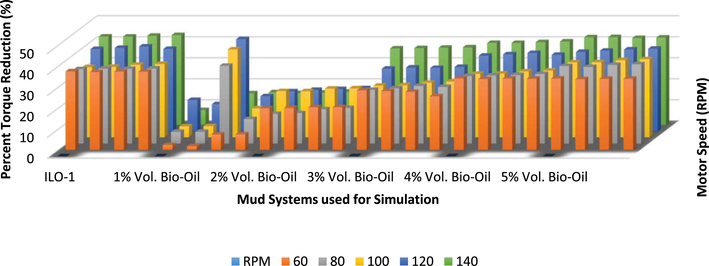
- Mud Systems Torque Reduction with produced Bio-Oil as Lubricant Additive.
Surface torque is used to reduce the rotational friction in opposition to the borehole and the viscosity between the drill strings and the mud system. The surface torque values for the standard water-based mud were between 33.20 and 39.52 %. Even after taking precautions, the pipes can become stuck during drilling, as the static friction to reduce the movement increases over time. Drill string contacts can cause excessive static friction that prevents some drill pipe parts from being pulled out of hole. In some cases, the differentially stuck drill string can be released by reducing the density of the drilling fluid; this action reduces the pressure drop between the open hole section of the wellbore and the mud column. The distilled pyrolytic oil and produced bio-oil torque values were between 23.50 and 32.98 and 21.30 to 30.82, respectively. The commercial lubricant additive (control) gave a maximum torque percentage reduction of 42.85 %, while the produced bio-oil gave 41.88 % as the maximum percent torque reduction value for the standard water-based mud used in this study. Therefore, the bio-oil produced can be used to prevent differential sticking and stuck pipes during drilling (Pakdaman et al., 2019). The produced bio-oil thin lubrication film formed at the boundary between the borehole and the pipe allows the produced lubricant additive to significantly reduce the abrasion resistance between the pipe and the borehole formation. This property gives the drill string a suitable slip state (Mao et al., 2015; Abdo and Haneef, 2013; Aftab et al., 2016; Amorim et al., 2011).
Fig. 8 shows the performance evaluation of the commercial and produced bio-oil lubricant additives for 1 % to 5 % vol of the additive. The CoF reduced as the volume of the lubricant additives increased in the aqueous mud. As the concentration of the proposed bio-oil lubricant increased, the average friction coefficient decreased. The optimum blend ratio was 3 % vol of the proposed bio-oil. The optimum range is between 2 and 4 % vol for the commercial and produced bio-oil lubricant additives. The trend is similar to the results recorded by Sönmez et al. (2013). Sönmez et al. (2013) also noted that lubricant additive application in water-based mud has a positive impact. The lubricity coefficient begins to decrease after the optimum additive volume was exceeded. Lower CoF values indicate good lubricity of the aqueous mud system, and the standard range for lubricity coefficient is between 0.15 to 0.4.
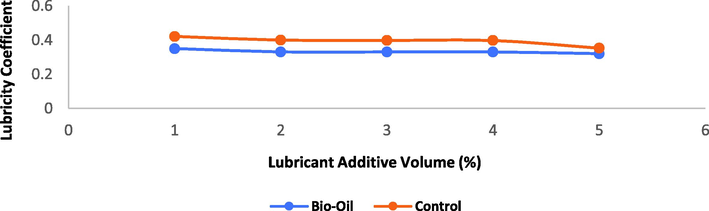
- Friction Coefficient under for different Lubricant Additive Volumes.
4 Conclusion
With global demand growing, price volatility, and increasingly stringent environmental regulations, the oil and gas industry faces three significant challenges: reducing costs, optimizing the performance of crucial industrial assets, and increasing production capacity. The production of crude oil at a low price to remain competitive in the market is one of the biggest challenges for the industry, and this study presents the option of sourcing active lubricant additives from waste tyre pyrolytic oil. Technical challenges in drilling, such as drill string sticking, high friction force, and torque, often lead to low drilling efficiencies, poor tool face control, and a significant increase in costs of drilling an oil and gas well. Friction is a vital part of drilling operations because, as the drill string is tripped in or out or rotated on or off the bottom/base, the frictional force must be considered. Simulation of drilling operations with frictional force is complex because many uncertainties are often involved alongside the mud’s lubricity. A common form of friction reduction is performed by using lubricant additives for a given wellbore and borehole condition. This study produced a bio-oil lubricant additive for a water-based mud system that gave 41.88 % maximum torque reduction comparable with the commercial lubricant additive (42.85 %). The result shows that the friction coefficient at drill string/ rock formation contacts in a water-based drilling fluid was reduced by adding the produced bio-oil. Thus, the produced bio-oil can inhibit differential sticking or free the stuck pipe during a drilling operation. The simulation shows that 1 % vol. of the produced bio-oil significantly reduced torque value for 80, 100, and 120 rpm. 2 % vol. and above also recorded a significant percent reduction in the estimated torque whose values are comparable with the commercial lubricant additive.
Acknowledgement
The authors appreciate the management of Covenant University for the support in making this publication a reality.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Clay nanoparticles modified drilling fluids for drilling of deep hydrocarbon wells. Appl. Clay Sci.. 2013;86:76-82.
- [CrossRef] [Google Scholar]
- Novel zinc oxide nanoparticles deposited acrylamide composite used for enhancing the performance of water-based drilling fluids at elevated temperature conditions. J. Pet. Sci. Eng.. 2016;146:1142-1157.
- [CrossRef] [Google Scholar]
- Study of the rolling friction coefficient between dissimilar materials through the motion of a conical pendulum. Materials. 2020;13:5032.
- [CrossRef] [Google Scholar]
- Evaluation of the behavior of biodegradable lubricants in the differential sticking coefficient of water based drilling fluids. Braz. J. Pet. Gas. 2011;5(4):197-207.
- [Google Scholar]
- The effect of cathodic currents on friction and stuck pipe release in aqueous drilling muds. J. Petrol. Sci. Eng.. 1993;10(2):75-82.
- [CrossRef] [Google Scholar]
- Analysis of factors affecting drilling friction and investigation of the friction reduction tool in horizontal wells in Sichuan. Adv. Mech. Eng.. 2019;11(7):1-10. https://doi.org/10.1177%2F1687814019862963
- [Google Scholar]
- Realistic friction coefficient model between a rolling cylindrical element and a deformable flat surface. Tribol. Int.. 2017;109:252-257.
- [CrossRef] [Google Scholar]
- Effect of ester based lubricant SMJH-1 on the lubricity properties of water-based drilling fluid. J. Pet. Sci. Eng.. 2015;135:161-167.
- [CrossRef] [Google Scholar]
- Ebnesajjad, S., Morgan, R., 2019. Applications of Fluorinated Additives for Lubricants, Chapter 6, Fluoropolymer Additives, 75–119. https://doi.org/10.1016/B978-0-12-813784-0.00006-5
- A study of friction factor model for directional wells. Egyptian J. Petrol.. 2017;26(2):489-504.
- [CrossRef] [Google Scholar]
- Effects of interactions between solids and surfactants on the tribological properties of water-based drilling fluids. Colloids Surf. A. 2011;391(1-3):216-223.
- [Google Scholar]
- Novel lubricants for water-based drilling fluids. SPE International Symposium on Oilfield Chemistry 1999
- [CrossRef] [Google Scholar]
- Improved coefficient of friction using different types of lubricants in drilling operation. Adv. Mat. Res.. 2015;1125:210-214.
- [Google Scholar]
- Stribeck performance of drilling fluids for oil and gas drilling at elevated temperatures. Tribol. Int.. 2020;151:106502
- [CrossRef] [Google Scholar]
- Preparation of nanoscale liquid metal droplet wrapped with chitosan and its tribological properties as water-based lubricant additive. Tribol. Int.. 2020;148:106349
- [CrossRef] [Google Scholar]
- Hydrophobic associated polymer based silica nanoparticles composite with core–shell structure as a filtrate reducer for drilling fluid at utra-high temperature. J. Petrol. Sci. Eng.. 2015;129:1-14.
- [Google Scholar]
- McCormick, J.E., Evans, C. D., Le, J., Chiu, T., 2012. The Practice and Evolution of Torque and Drag Reduction: Theory and Field Results. International Petroleum Technology Conference held in Bangkok, Thailand, 7-9 February, IPTC 14863.
- Process scheme for the production of liquid fuel from used tires via fast pyrolysis. Procedia Manuf.. 2019;35:847-853.
- [Google Scholar]
- Performance evaluation of biodiesel produced from waste tire pyrolytic oil as a lubricant additive in oil drilling systems. Recycling. 2020;5:29.
- [CrossRef] [Google Scholar]
- Improving the rheology, lubricity, and differential sticking properties of water-based drilling muds at high temperatures using hydrophilic gilsonite nanoparticles. Colloids Surf. A. 2019;582:123930
- [CrossRef] [Google Scholar]
- Novel in situ tribo-catalysis for improved tribological properties of bio-oil model compound. Fuel. 2018;212:546-553.
- [CrossRef] [Google Scholar]
- Tribological properties of water-based drilling fluids with borate nanoparticles as lubricant additives. J. Pet. Sci. Eng.. 2018;171:253-259.
- [CrossRef] [Google Scholar]
- Performance analysis of drilling fluid liquid lubricants. J. Pet. Sci. Eng.. 2013;108:64-73.
- [CrossRef] [Google Scholar]
- Performance analysis of drilling fluid liquid lubricants. J. Pet. Sci. Eng.. 2013;108:64-73.
- [CrossRef] [Google Scholar]
- A review of axial vibration tool development and application for friction-reduction in extended reach wells. J. Pet. Sci. Eng.. 2021;199:108348
- [CrossRef] [Google Scholar]
- Reduction of sulphur in crude tyre oil by gas–liquid phase oxidative adsorption. S. Afr. J. Chem. Eng. 2014;19(1):22-30.
- [Google Scholar]
- Determination of the coefficient of rolling friction of an irregularly shaped maize particle group using physical experiment and simulations. Particuology. 2018;38:185-195.
- [CrossRef] [Google Scholar]
- Drag reduction performance of an axial oscillating tool with different kinds of waveform using a multiscale friction model. J. Petrol. Sci. Eng.. 2019;177:135-153.
- [CrossRef] [Google Scholar]
- Enhancements in the Tribological performance of environmentally friendly water-based drilling fluids using additives. Appl. Surf. Sci.. 2020;527:146822
- [CrossRef] [Google Scholar]
Appendix A
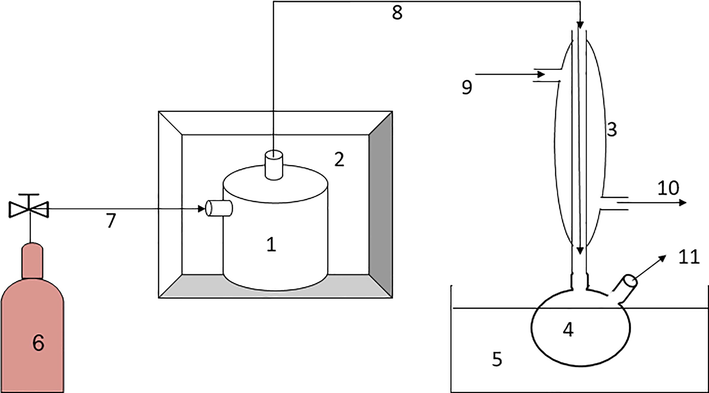
- Schematics of the Waste Tire Pyrolysis Set-up (1. Reactor, 2. Furnace, 3. Reflux condenser, 4. Bio-oil collector 5. Ice trap, 6. Nitrogen bottle, 7. Inert/sweep gas inlet, 8. Vapor outlet 9. Cooling water inlet 10. Hot water outlet 11. Non-condensable gas outlet).
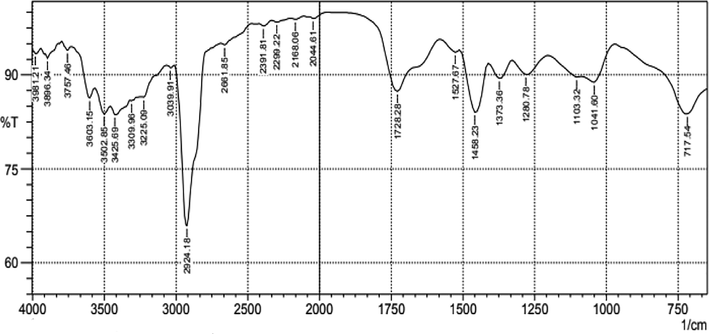
- Produced Bio-Oil FTIR analysis for functional groups.
| SPECTRAL LABORATORY SERVICES | Library Search Report | |||||
|---|---|---|---|---|---|---|
| Data Path: | C:\medchem\1\Essential oils\OKORO\ | |||||
| Data File: | OKORO | |||||
| Acq On | 1:01 | |||||
| Operator: | KABIR | |||||
| Sample: | OIL | |||||
| Misc: | ||||||
| Search Libraries: | C:\EnvDemo\NISTII.L | Minimum Quality: 15 | ||||
| C:\EnvDemo\NISTII.L | Minimum Quality: 90 | |||||
| Unknown Spectrum | Apex minus start of peak | |||||
| Integration Events | RTE Integrator | 1scint.e | ||||
| Pk# | RT | Area % | Librry/ID | Ref# | CAS# | Qual |
| 1 | 30.096 | 3.75 | C:\EnvDemo\NISTII.L | |||
| Dodecanoic acid | 61120 | 000143-07-7 | 95 | |||
| Dodecanoic acid | 61122 | 000143-07-7 | 94 | |||
| Tetradecanoic acid | 64455 | 000544-63-0 | 80 | |||
| 2 | 35.625 | 2.07 | C:\EnvDemo\NISTII.L | |||
| Tetradecanoic acid | 4455 | 000544-63-0 | 91 | |||
| Tetradecanoic acid | 4452 | 000544-63-0 | 64 | |||
| Tetradecanoic acid | 4453 | 000544-63-0 | 50 | |||
| 3 | 37.777 | 25.22 | C:\EnvDemo\NISTII.L | |||
| n-Hexadecanoic acid | 107549 | 000057-10-3 | 99 | |||
| n-Hexadecanoic acid | 107548 | 000057-10-3 | 91 | |||
| n-Hexadecanoic acid | 107547 | 000057-10-3 | 90 | |||
| 4 | 30.47 | 2.79 | C:\EnvDemo\NISTII.L | |||
| 6-Octadecenoic acid, methyl ester, (Z)- | 141304 | 002777-58-4 | 99 | |||
| 6-Octadecenoic acid, methyl ester | 141277 | 052355-31-4 | 90 | |||
| 9-Octadecenoic acid, methyl ester, (E)- | 141306 | 001937-62-0 | 90 | |||
| 5 | 30.903 | 65.37 | C:\EnvDemo\NISTII.L | |||
| 9, 12-Octadecadionoic acid (Z, Z)- | 127647 | 000060-33-3 | 97 | |||
| Cis-Vaccenic acid | 129339 | 000506-17-2 | 95 | |||
| 9-Eicosyne | 126109 | 071899-38-2 | 94 | |||




