

Translate this page into:
Design, preparation, and performance characterization of low temperature environment-resistant composite resin matrix in rocket fuel
⁎Corresponding author. zhengjunl0622@163.com (Zhengjun Liu)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Peer review under responsibility of King Saud University.
Abstract
Cryogenic technology is a vital part of our society, not only in our lives, but also in the field of cutting-edge technology. The research and application of cryogenic technology is involved in many important projects in many countries and even in the world, such as aviation, aerospace, energy, transportation, and medicine. With its high specific strength and high specific modulus, carbon fiber reinforced resin matrix composite materials have gradually become the key material for aerospace vehicles, with significant advantages in reducing structural weight and improving structural efficiency. However, in the ultra-low temperature environment such as liquid hydrogen and liquid oxygen, the overall structure of carbon fiber reinforced resin matrix composites is severely tested by the environment, and it is extremely important to evaluate the mechanical properties of the composites under ultra-low temperature due to the difference of their material structure and properties from those of traditional materials, and the difference of thermal expansion coefficients between the reinforcing material carbon fiber and the resin matrix in rocket fuel. In this paper, the epoxy resin-based composite system was prepared by modifying TDE-85 epoxy resin with low-viscosity cyanate resin through molecular structure design, which is suitable for ultra-low temperature environment. The surface tension and dynamic contact angle of the modified epoxy resin are better than those of the pure epoxy resin, and it can form a good infiltration with carbon fiber and the interfacial properties of the composite are excellent. Secondly, the modified epoxy resin-based composite unidirectional plate was prepared by wet winding molding process, and the low-temperature mechanical property test specimens were prepared according to the relevant test standards. The mechanical properties were tested at −196℃, −150℃, −90℃ and room temperature 25℃ to obtain the low-temperature mechanical properties of the composite system, which provided the basis for the design of the composite system in the ultra-low temperature environment. Finally, the microstructure of the epoxy matrix composites was characterized by SEM method after the different temperature tests. The material structure, morphology, and composition were characterized by field emission scanning electron microscopy (FESEM, M400 FEI) with energy dispersive X-ray spectroscopy (EDS). In this paper, TDE-85 epoxy resin was modified with low viscosity cyanate resin to produce a modified epoxy resin suitable for ultra-low temperature environment, and the process properties of the epoxy resin were characterized. The surface tension of the modified epoxy resin was 43.405 mN/m, which was significantly lower than that of the pure epoxy resin at room temperature of 48.814 mN/m. Therefore, the modified epoxy resin had better flowability and required less time to wet the fibers during the molding process, resulting in higher molding efficiency.
Keywords
Low temperature environment-resistance
Composite resin matrix
Environmental durability
Low-temperature design

1 Introduction
Cryogenic technology, as a key technology that has always attracted the attention of researchers, is of great significance today. It is not only closely related to our production life, but also affects the development and progress of many cutting-edge technologies, especially in the rapid development of advanced engineering technologies such as superconductivity and space technology, cryogenic technology has also ushered in an important development opportunity. The low temperature mentioned in the field of cryogenic technology is different from our daily low temperature, usually, the temperature that makes gases such as nitrogen and oxygen transform into liquid state at atmospheric pressure is defined as low temperature, and some people call the temperature below 100 K as low temperature, and the temperature below 77 K (-196 °C) as ultra-low temperature (Ahmad et al., 2018), so the low temperature conditions studied by cryogenic engineering are the extremes that cannot be reached in our daily life environments. Among these low-temperature fluid media, LH2 and LO2 are environmentally friendly and efficient high-quality fuels used in liquid rocket engines, but due to their low boiling points, they are relatively difficult to obtain and costly, and are generally used to create extreme low-temperature environments with high requirements; LN2 is inexpensive and easy to obtain, and due to its stable chemical molecular structure, N2 has a strong chemical inertia, so it is widely used in laboratories or factories to widely used in laboratories or factories to create engineering cryogenic environments (Bennett et al., 2019).
Epoxy resins have excellent mechanical properties, electrical insulation properties, thermal stability and adhesive properties, and have been widely used in coatings, binders, construction, electrical and aerospace applications (Carrick et al., 2018). Epoxy resin-based composites, especially fiber-reinforced epoxy composites, have the advantages of low density, high strength, high modulus, fatigue resistance and good processability, and have been widely used in aerospace, naval and marine coastal engineering (da Luz et al., 2018). Epoxy resin-based composites need good low-temperature mechanical properties and low-temperature environmental adaptability when applied in polar engineering, but the epoxy resin matrix brings the disadvantages of high brittleness and low toughness due to the high crosslink density, and this disadvantage will be more prominent in the low-temperature environment, while ships in ice areas, polar coasts and marine equipment need to withstand long-term low temperature, ice impact loads and strong wind effects, which limits the performance of epoxy resin and its This limits the application of epoxy resins and their composites in polar cryogenic environments (Kosiel and Śmietana, 2020). Therefore, it is important to carry out the structure and formulation design and performance research of low-temperature resistant epoxy resin for the engineering application of epoxy resin and composite materials in low-temperature environment, and to promote the design and development of ships, polar marine and coastal engineering and other equipment in ice areas in China. In order to solve the problems of epoxy resin-based composites in low-temperature environment applications, researchers at home and abroad have conducted a series of researches. Most of the current methods to improve the performance of epoxy resin at low temperature are to toughen epoxy resin by using flexible aliphatic resin and liquid rubber, flexible curing agent, etc. (Kritika et al., 2021; Li et al., 2018), but the toughened system has low glass transition temperature and large free volume at room temperature, which will produce large thermal contraction when the temperature drops to low temperature, leading to large thermal stress, which limits its application at low temperature. There are also studies on adding thermoplastic polymers and nanoparticles to epoxy resin systems to improve the low-temperature toughness of epoxy resins (Mori et al., 2021; Ramasamy and Palanisamy, 2021; Reddy et al., 2018; Saleh and Eskander, 2019).
The mismatch of thermal expansion in the ultra-low temperature environment has a significant impact on the low temperature mechanical properties of carbon fiber composites in rocket fuel. Some experimental studies have shown that as the temperature decreases, some mechanical properties of the composites are anomalous with the law of room temperature conditions, for example, under the environment of liquid nitrogen at −196 °C, the tensile strength of the composites is only 80 % of room temperature, while the impact strength is 50 % higher than room temperature. This mechanical response pattern of composite structures in ultra-low temperature environment is less reported in the open literature. The low-temperature mechanical property data are the basis for the design of composite structures, and the evolution law of low-temperature mechanical properties is the fundamental guarantee for their reliable application. In this paper, the low viscosity cyanate resin modified with TDE-85 epoxy resin was used to prepare an epoxy resin-based composite system suitable for ultra-low temperature environment, and the infiltration performance between carbon fiber and resin in rocket fuel was studied. At the same time, the mechanical properties of carbon fiber-reinforced composites in low-temperature environments were studied from microscopic and macroscopic perspectives to reveal the evolution of mechanical properties of carbon fiber-reinforced composites in low-temperature environments and to provide support for the application of carbon fiber-reinforced resin matrix composites in ultra-low-temperature environments.
2 Related works
The lower the temperature, the higher the modulus and the lower the elongation of the epoxy resin, i.e., there is a negative correlation between brittleness and temperature (Singh et al., 2020). The researchers defined the free space between molecules in the three-dimensional epoxy resin network as free space or free volume to explain the toughening mechanism at low temperature conditions. They proposed that the presence of free space at low temperatures relieves the stress in the epoxy resin, which leads to improved fracture toughness of the epoxy resin (Smith et al., 2021). The researchers designed several different epoxy systems and tested the low-temperature mechanical and thermal properties (Ustolin et al., 2020). The results showed that the control of chemistry and network structure is important to optimize the epoxy systems used in low-temperature engineering, and that the network structure should take precedence over the chemical structure in improving the low-temperature fracture toughness (Wang and Zhu, 2018). The researchers mixed two epoxy resins containing different numbers of epoxy groups and used polyfunctional epoxy tetrakis (glycidylmethyl) diamine (TGMXDA) as a modifier to improve the fracture toughness of the bisphenol a epoxy resin system at low temperatures. The results showed that the resins with larger epoxy equivalents and with flexible molecular structures exhibited higher fracture toughness at low temperatures (Zaaba et al., 2021).
They also found that the fracture toughness of epoxy resin depends on the intermolecular force and stress relaxation at the crack tip, and the epoxy resin with higher cross-linked molecular weight has crack tip stress relaxation at low temperature, so the intermolecular force and stress relaxation at the crack tip are very important to improve the fracture toughness (Ranganath et al., 2022). The researchers summarized the relationship between epoxy resin properties and crosslinking degree and temperature and found that the fracture energy and linear expansion coefficient are influenced by the crosslinking degree, and the mechanical strength, linear expansion coefficient and specific heat capacity are influenced by the temperature (Unhelkar et al., 2022). The researchers studied the mechanical properties of various epoxy resin systems at 4 K, 77 K and room temperature, and the results showed that the modulus increased with temperature, but the tensile strength decreased at lower temperatures, and the data were more discrete. Free volume is an intrinsic factor that determines the absorption and diffusion of small molecules within the polymer. In three-dimensional epoxy networks, the free volume originates from those cavities formed due to the irregular stacking of the polymer network. Therefore, the free volume is influenced by the crosslink density and network structure (Bauer et al., 2020). As the temperature decreases the free volume of the three-dimensional epoxy resin cross-linked network decreases, and below the secondary transition temperature the epoxy resin chain segments are frozen and basically lose their motility. In the low temperature environment, the free volume of the epoxy resin network decreases and the molecular spacing decreases, which makes the chain segment less motile and leads to the stress concentration inside the chain segment and fracture quickly when it is subjected to external force (Bayoumy et al., 2021). Therefore, controlling the free volume of the three-dimensional cross-linked network of epoxy resin can achieve the purpose of improving the toughness of epoxy at low temperature (Boland and Bronlund, 2019). Increasing the free volume at low temperature can relieve the stress in the epoxy resin, and improve the molecular chain segment motility, thus making the epoxy resin fracture toughness improve.
3 Curing behavior of epoxy resins resistant to low temperature environment in rocket fuel
3.1 Molecular structure design of epoxy-based resin system
Under the low temperature environment, the resin material becomes brittle due to its own microstructural nature, and is prone to microcracking within the matrix, resulting in a decrease in its mechanical properties. In this regard, the general toughening methods adopted at home and abroad are nano-filler toughening and molecular chain segment modification. Among them, nano-filler toughening, is to add some nano-scale level filler in the resin matrix, because the nanoparticles have a large specific surface area and surface energy, high reactivity and other excellent properties, so that it has the ability to improve the resin properties, but the dispersion of nanoparticles in the composite material directly affects the performance of the nano-modified resin, and the agglomeration phenomenon of nanoparticles can even become a major defect of the modified resin. The agglomeration of nanoparticles can even be a major defect of the modified resin. Molecular chain segment modification is based on the molecular structure of the epoxy resin itself, using the reactive activity and adhesiveness provided by the hydroxyl group, and adding toughening materials to polymerize with it, such as adding flexible side groups, so as to improve its low-temperature toughness. The modification method used in this paper is molecular chain segment modification. The molecular structure of epoxy resin contains a large number of polar groups such as hydroxyl groups, and the C≡N of –OCN group in the molecular structure of cyanate resin can polymerize with the hydroxyl carbonyl group in the epoxy resin in various ways, so that the epoxy resin and cyanate resin can be cross-linked during the curing process, which makes the modified epoxy resin have better anti-microcracking property and toughness at low temperature.
It is generally believed that there are three stages of copolymerization: (1) homopolymerization of cyanate resin itself to generate triazine ring cross-linked structure; (2) polyetherification of epoxy resin; (3) reaction of cyanate functional group with epoxy functional group to generate oxazolidinone and other structures. Therefore, the cyanate modified epoxy resin system can not only make the two resins curing reaction to form stable polymers, but also make the cyanate ester and epoxy resin co-curing to form a cross-linked network, so that the three chemical effects complement each other, thus retaining the excellent properties of the original resin, but also making the modified resin add new properties generated by the new components, as shown in Fig. 1. Therefore, in this paper, a low viscosity cyanate resin was selected to be compounded with epoxy resin to prepare a modified epoxy resin with better low temperature mechanical properties.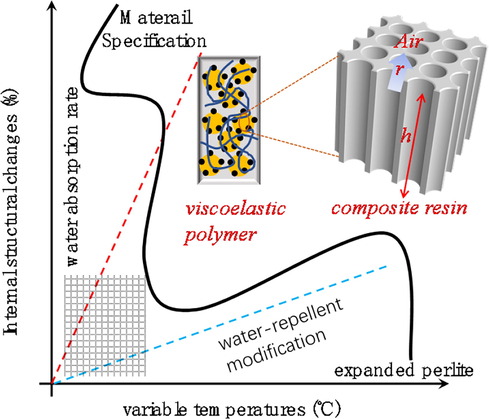
3.2 Curing experiments
The non-isothermal DSC method was used to study the curing process of two low temperature resistant epoxy resin systems: E54/EE41/DDS and E54/PEK-C/DDS, with the selected ratios of EP13 and PEK-8. The heating rates were set to 5, 10, 15 and 20 K/min, and the heat flow-temperature DSC curves were obtained as shown in Fig. 2. The curing exothermic range of the two epoxy resins is between 130 K and 360 K, and there is a single curing exothermic peak. With the increase of the heating rate, the exothermic peak moves to the high temperature direction and the peak increases, which is caused by the uneven temperature distribution inside the specimen due to the increase of the heating rate and the slow response of the system, and this phenomenon is called “hysteresis”. Both systems have a heat absorption peak between 77 °C and 78 °C, indicating that the powdered curing agent DDS began to dissolve in the resin.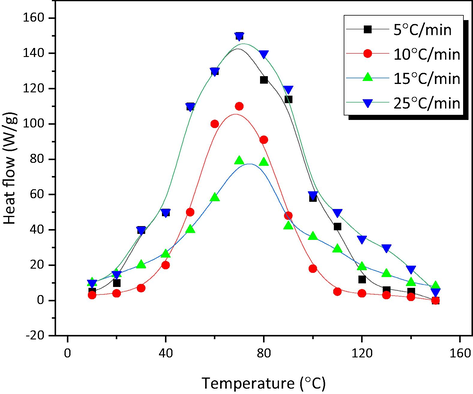
The starting curing temperature, peak curing temperature, ending curing temperature and curing temperature interval of system are larger, which indicates that the curing activity of the two epoxy resin systems is larger.
The temperature at time t in the non-isothermal DSC curve can be expressed as
where T0 is the initial temperature and β is the heating rate. It is known that T and β are linearly related, and the theoretical curing temperature of the epoxy resin can be obtained by extrapolating the linear fit to the characteristic temperature points at different heating rates, so that β = 0. The linear fit of the two systems is shown in Fig. 3 to find out the theoretical pre-curing temperature.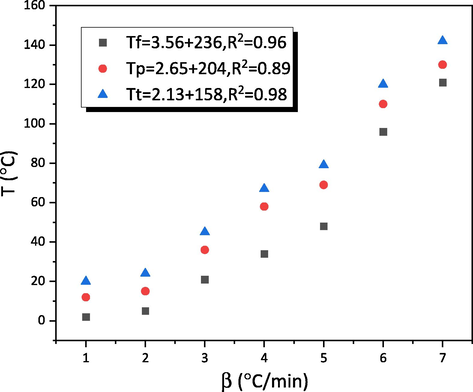
3.3 Low temperature performance analysis
Based on the previously measured mechanical property data and trends, a preliminary analysis and interpretation of the tensile properties of the composites at low temperatures was carried out in conjunction with the evolution of the properties of the internal components of the composites at low temperatures. Since the coefficient of thermal expansion of resin is larger than that of fiber, the residual thermal stresses undergone by resin from room temperature to low temperature are tensile stresses, and the residual thermal stresses undergone by fiber are compressive stresses. The main load-bearing object of the composite material in the tensile test is the fiber, and the compressive thermal stress on the fiber just relieves the effect of tensile action on the fiber, so theoretically the tensile strength of the composite material at low temperature is elevated. The tensile strength folding line diagram is shown in Fig. 4.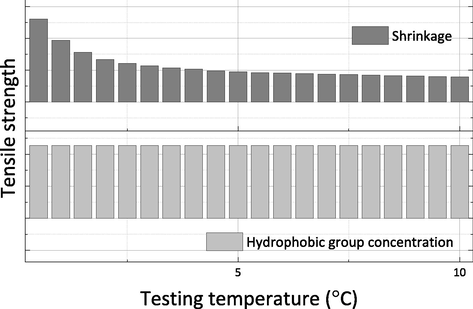
The consequence of brittleness is that the resin does not reach the theoretical tensile strength when subjected to tensile load, but the tensile strain of the resin itself has reached its limit, and continued stretching will cause the resin to sprout micro-cracks under the action of temperature and force fields, thus making the composite material interlayer damage, and the macro-mechanical properties are reduced. Microscopically, when the crack tip energy is greater than the interfacial strength, the single fiber interface is destroyed and the fiber is easily sheared off, which also leads to the decrease of the overall mechanical properties. Coupled with the fact that the resin is subjected to tensile thermal stress at low temperature, which itself has already generated a part of tensile strain, the lower the temperature the greater the tensile thermal stress, so the tensile strength obtained is even smaller. The tensile strength increases when the temperature drops from −150℃ to −196℃, probably because after the temperature drops to a certain level, the ultimate tensile strain with temperature is no longer obvious, and its role is gradually reduced, thus making the proportion of factors causing the tensile strength to increase increase, and the tensile strength of the composite material regains.
Generally speaking, at 25℃, the fracture of the fracture specimens can obviously see many traces of fiber pull-out, i.e., many single fibers or fiber bundles can be seen protruding from the fracture area, and many “deep pits” left by fiber pull-out can be seen, and the length of the pulled-out fibers is long, and the fracture area is small and untidy as a whole. These phenomena indicate that the tensile fracture mode of the modified epoxy resin matrix composites is mainly ductile fracture at room temperature, which is manifested by fiber pull-out and interfacial debonding. In this fracture mode, the reinforcing fibers in the composite are not sheared off due to the expansion of small cracks and defects in the matrix, so the excellent properties of the reinforcing fibers themselves can be presented to a large extent. From the enlarged figure, we can see that the resin around the fibers is smooth without many defects and cracks, which indicates that the modified epoxy resin is well applied in the winding process and the quality of the prepared composite can be guaranteed.
3.4 Performance characterization of cold and thermal shock environments
The material state of composite materials subjected to hot and cold shock is different from that obtained by simply heating and cooling, especially when the amplitude of hot and cold shock is large. Fibers and resins, as two important components of composites, will have fatigue effects on their internal molecules when they are subjected to hot and cold shocks, and the performance changes due to fatigue are not significant due to the stable molecular structure and chemical properties of fibers, while resins are polymer compounds with long molecular chain lengths and cross-linking between chains after curing, making the resin performance more sensitive to the drastic changes in temperature, as shown in Fig. 5. The resin, however, is a polymer compound with long molecular chain length and cross-linking between chains after curing, which makes the resin performance more sensitive to drastic changes in temperature.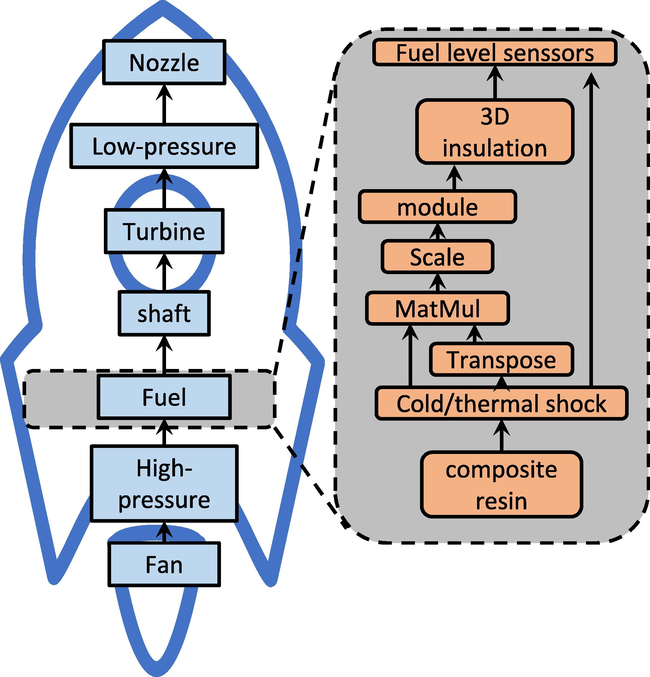
When heating up, the equilibrium distance between atoms in resin molecules becomes larger, resulting in longer molecular chains and more violent irregular thermal movements of atoms, so that the molecular chains lapping each other occur creeping friction, which makes the solid combination between some molecules and molecules disintegrate due to high cross-linking degree, and the combination between molecules becomes more loose and soft, which is macroscopically manifested as resin volume expansion, strength decreases to a certain extent and modulus In addition, due to the uneven thermal expansion, it is easy to breed micro-cracks and other defects in the resin, causing a further reduction in performance; when cooling, in contrast to heating, the molecular chain shrinks, and the cross-linked molecules are combined closely again. Under the effect of continuous heating and cooling, the fatigue effect gradually appears, the resin matrix becomes more and more insensitive to the action of external factors, the bonding between molecules develops towards a fixed pattern, and various defects emerge continuously, causing the matrix to become brittle and hard, and the ductility decreases.
4 Experimental results and analysis
4.1 Analysis of low-temperature ply shear performance of composite materials
Layer shear specimens are similar to the bending force, but there are obvious differences. Specimen size on the layer shear and bending although the shape is similar, are long specimens, but the bending specimen length and width and length-thickness ratio are much larger than the layer shear; in the loading mode, bending and layer shear with three points bending loading, but the layer shear specimen loading span is much smaller. Therefore, the failure form of shear specimens and bending specimens are completely different from the two ways. Layer shear specimen section of the stress schematic diagram can be seen, the section of the lower (upper) surface of the tensile (compressive) positive stress is very large, the stress gradient in the direction of the vertical neutral surface of the specimen is quite large, which is the main factor affecting the failure of the specimen. The stress gradient is too large, causing the adjacent layer of material in the specimen to bear a very large shear stress effect, when the shear stress reaches the ultimate shear stress of the material, the material shear damage occurs, the adjacent layer of material ripped away, and the shear stress is the subject of the matrix resin and interface. Similar to the compressive properties, as the resin strength increases at low temperature, the resin intermolecular cross-linking is stronger, and the interface is more tightly bonded, which, together with the combined effect of various factors, makes the interlayer shear strength of the composite material increase as the temperature decreases.
In addition to testing the mechanical properties of the composites at different temperatures, the mechanical properties of the composites were also investigated before and after being subjected to hot and cold impacts. The temperature control conditions were as follows: the specimens were first cooled down from room temperature to −196 °C at a rate of 20 °C per minute, held for 5 min, then warmed up to 100 °C at a rate of 10 °C per minute, held for 5 min and then cooled down to room temperature to complete a temperature cycle, as shown in Fig. 6.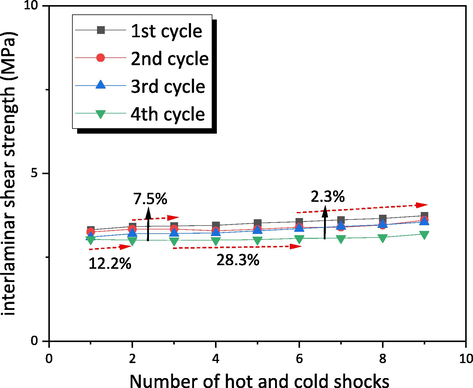
The test specimens were selected for different number of impacts, 0, 10, 20, 50 and 100 times, respectively, and the test temperature was 25 °C at room temperature. Based on the experimental data and the study of the evolution of the properties of the low temperature components of the composites, the mechanical properties of the composites subjected to hot and cold impacts are analyzed in this paper. The material state of composite materials subjected to hot and cold shock is different from that obtained by simply heating and cooling, especially when the amplitude of hot and cold shock is large. Fibers and resins, as two important components of composites, have fatigue effects on their internal molecules when subjected to hot and cold shocks, and due to their stable molecular structure and chemical properties, the performance changes due to fatigue are not significant, while resins are polymer compounds with long molecular chain lengths and cross-linking between chains after curing, making the resin properties more sensitive to drastic changes in temperature. performance is more sensitive to drastic changes in temperature.
4.2 Characterization of low-temperature environmental resistance
The interface, another fundamental component of the composite, also plays an important role in the cold and thermal impact tests. The dimensionality of the interfacial phase is relatively low, as it basically remains around 100 nm in the thickness direction, the thickness scale is not worth mentioning compared to its vast area, so the interfacial phase can be regarded as a quasi-two-dimensional component, and the deformation of the interfacial phase in the thickness direction compared to the fiber and resin is not considered in this paper. When the composite material is subjected to hot and cold shock, the uncoordinated hot and cold deformation of the matrix resin and the reinforcing fiber leads to a larger out-of-plane stress at the interface: the thermal deformation of the resin matrix is much larger than that of the fiber, so the interface has been under the alternating action of compressive and tensile stresses during the temperature rise and fall, and the interface is constantly “breathing”. The component materials of the interface phase are also constantly fatigued in the transformation, and the stress relaxation leads to the gradual reduction of the molding thermal stress (as shown in Fig. 7), and the interface performance is partially improved; however, with the increase of the number of alternations, the influence of the molding thermal stress has been stabilized, and the decrease of the strength caused by the stress concentration and fatigue of tensile and compressive effects gradually appears, and the interface bond strength decreases.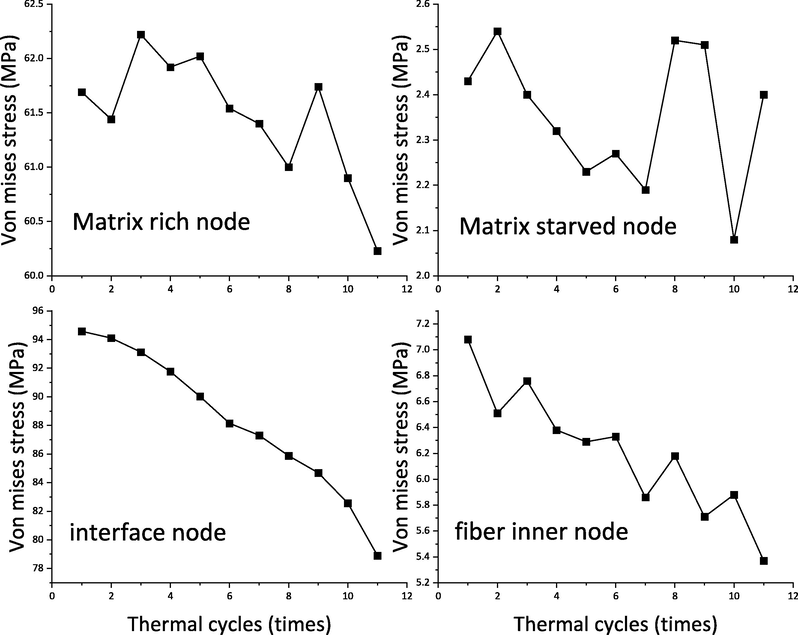
The post-curing effect of resin refers to the cumulative thermal effect of the composite material when subjected to cold and thermal cycling or cold and thermal shock, which leads to further cross-linking and curing of the resin, resulting in an improvement in the performance of the composite matrix. In the cold and thermal shock temperature cycling curve taken in this paper, the high temperature section is insulated for 5 min and the high temperature section is insulated for up to 500 min after accumulating 100 cycles, and then considering that further cross-linking may also occur during the temperature rise and fall of the specimen, the post-curing effect of the resin also affects the cold and thermal shock experimental performance of the composite material.
The line graphs of the ply shear data before and after cold and hot impacts are shown in Fig. 8. From the data, we can see that the interlaminar shear strength of the composite increases gradually with the increase of the number of impacts: after 10 cold and hot impacts, the shear strength of the specimen increases by 24.2 % compared with that of the composite without cold and hot impacts, after 20 cold and hot impacts, the shear strength of the composite is slightly higher by 0.2 % compared with that of 10 impacts, after 50 cold and hot impacts, the shear strength of the composite is higher by 1.6 % compared with that of 20 impacts, and after 100 cold and hot impacts, the shear strength of the composite is higher by 5.6 % compared with that of 50 impacts. The shear strength of the plies was 1.6 % higher than the shear strength of the plies with 20 cold and hot impacts and 5.4 % higher than the shear strength of the plies with 100 cold and hot impacts.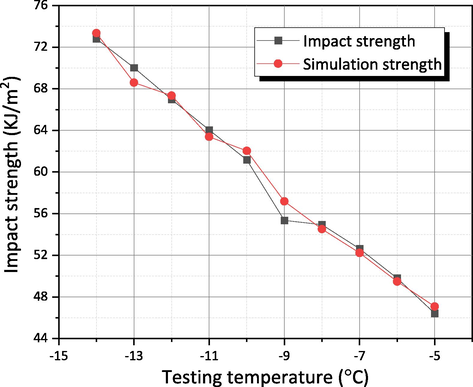
4.3 Analysis of specimens before and after cold and heat shock
Therefore, as the temperature decreases, the ultimate elongation at break of the resin matrix gradually decreases, and the influence of other factors is combined, resulting in a gradual decline in tensile properties. When the composite material is subjected to compression load at low temperature, contrary to the tensile situation, the resin matrix is strengthened, and the tensile thermal stress generated by cooling neutralizes part of the compressive load, and due to the improvement of the interface and other properties at low temperature, resulting in a gradual increase in the compressive strength of the composite material at low temperature. For the bending and impact loading effects, the composite is divided into two parts by the neutral surface, the tensile zone and the compressive zone, and the strength of the compressive zone increases and the strength of the tensile zone decreases, but the deformation of the external material is reduced by the constraint of the internal material due to the asymptotic distribution of the stress in the numerical direction, and combined with the improvement of the interface properties, it leads to the increase of both the bending strength and the impact strength of the composite at low temperature, as shown in Fig. 9. When the composite material is subjected to low-temperature ply shear load, the load force is mainly shear stress because the subject of force is the resin matrix and the interface, and the resin molecules are firmly bonded at low temperature and the shear strength is increased, which, together with the enhancement of the interface at low temperature, leads to the gradual increase of the overall composite material ply shear strength.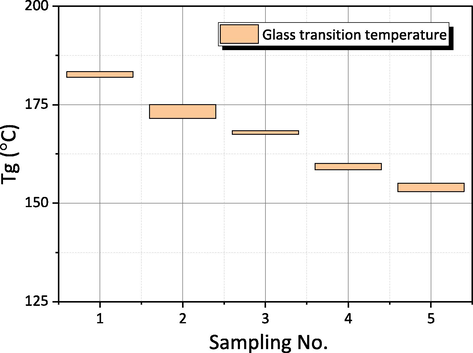
As shown in Fig. 10, the Tg of epoxy resin decreased by 20.6 % after adding 4 wt% of PEK-C. After that, the Tg of epoxy resin cured products increased and then decreased with the increase of PEK-C filling, and the Tg of the system was the highest when the PEK-C content was 8 wt%, and the Tg of PEK-8 increased by 6.95 % than that of N-DGE, and the Tg of PEK-12 and PEK The Tg of PEK-12 and PEK-16 were basically the same. PEK-C is an amorphous thermoplastic resin with a glass transition temperature of 231 °C. When 4 wt% PEK-C is added, PEK-C undergoes slight phase separation in the epoxy resin matrix, and the more rigid PEK-C dispersed phase particles can improve the deformation ability of the epoxy resin by bridging and anchoring when subjected to external forces. The deformation ability of the epoxy resin is improved, so that the movement ability of the system molecules is increased, thus reducing the energy required for the glass transition of the epoxy resin and Tg is reduced. In contrast, PEK-8 epoxy resin is a homogeneous system, PEK-C and the base resin are tightly bonded, and the more rigid benzene ring in PEK-C further increases the Tg of the system.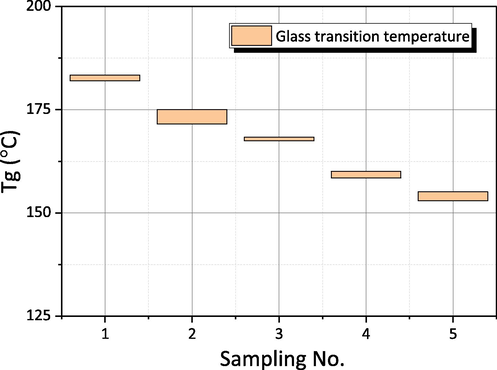
The flexible structure enhances the movement ability of the epoxy resin molecular chain, and when cracks occur and expand, more fracture work is absorbed through the movement of the molecular chain and the rotation of the matrix to relax the stress, thus terminating the cracks, or changing the direction of crack expansion to form secondary microcracks. The secondary microcrack expansion is interlaced to form shell-like crack microregions, and there are stress whitening areas at the edges of the microregions, which are caused by the rapid crack expansion, and the matrix absorbs a large amount of fracture work during the process to deflect the crack path. As the content of EE41 increases, the plastic deformation capacity of the epoxy resin increases. The plastic deformation areas appear on the fracture surfaces of EP12, EP11, EP21 and EP31, and most of these plastic deformation areas appear in the direction perpendicular to the shell-like crack expansion zone, indicating that the crack terminates at the edge of the shell-like expansion zone, after which the matrix undergoes plastic deformation to relax the stress. The fracture steps appear on the surface of the epoxy fractures with m(EE41):m(DGEBA) of 2:1 and 3:1, which are formed when the epoxy resin yields and the cracks expand in the direction perpendicular to the original grain path, thus enabling the matrix to absorb more energy before fracture occurs.
5 Conclusion
In this paper, TDE-85 epoxy resin was modified with low viscosity cyanate resin to produce a modified epoxy resin suitable for ultra-low temperature environment, and the process properties of the epoxy resin were characterized. The surface tension of the modified epoxy resin was 43.405 mN/m, which was significantly lower than that of the pure epoxy resin at room temperature of 48.814 mN/m. Therefore, the modified epoxy resin had better flowability and required less time to wet the fibers during the molding process, resulting in higher molding efficiency. The surface tension of cyanate resin is unstable at room temperature and an accurate value cannot be obtained, and it was found that the surface tension value decreases with the increase of temperature. The dynamic contact angle of the modified epoxy resin and the pure epoxy resin were tested with T700 carbon fiber, and it was found that the dynamic contact angle of the modified epoxy resin was 63.035° at room temperature, which was less than the 73.551° of the pure epoxy resin, so the modified epoxy resin had better infiltration performance with carbon fiber than the pure epoxy resin and had better molding processability. By testing the contact angle of cyanate resin, it was found that the dynamic contact angle of cyanate was not consistent with the theory due to the high viscosity of cyanate resin and the error of the experiment itself. The interfacial shear strength value of the modified epoxy resin was 64.55 MPa, which was higher than that of the pure epoxy resin (54.38 MPa).
Acknowledgement
The authors are thankful to the higher authorities for the facilities provided.
Authors’ contribution
This study was done by the authors named in this article, and the authors accept all liabilities resulting from claims which relate to this article and its contents.
Availability of data and materials
The data used to support the findings of this study are available from the corresponding author upon request.
Funding
No funding received for this study.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Clay based nanocomposites and their environmental applications. Development and Prospective Applications of Nanoscience and Nanotechnology.. 2018;2:166-190.
- [CrossRef] [Google Scholar]
- Smartphones in mental health: a critical review of background issues, current status and future concerns. Int. J. Bipolar. Disord.. 2020;8(1):1-19.
- [CrossRef] [Google Scholar]
- Smart wearable devices in cardiovascular care: where we are and how to move forward. Nat. Rev. Cardiol.. 2021;18(8):581-599.
- [Google Scholar]
- Jolly green MOF: confinement and photoactivation of photosystem I in a metal-organic framework. Nanoscale Adv.. 2019;1(1):94-104.
- [CrossRef] [Google Scholar]
- eNutrition-The next dimension for eHealth? Trends Food Sci. Technol.. 2019;91:634-639.
- [CrossRef] [Google Scholar]
- A journal for new directions in chemistry rsc. li/njc. New J. Chem.. 2018;42(11299):11312-11323.
- [Google Scholar]
- Critical length and interfacial strength of PALF and coir fiber incorporated in epoxy resin matrix. J. Mater. Res. Technol.. 2018;7(4):528-534.
- [CrossRef] [Google Scholar]
- Detection in Harsh Environments. In: Villar I., Matias I.R., eds. Optical Fibre Sensors: Fundamentals for Development of Optimized Devices. Wiley; 2020. p. :441-476.
- [Google Scholar]
- Incorporation of hydrophobic nanochitosan improves wear resistance of dental sealants. Int. J. Polym. Mater. Polym. Biomater.. 2021;70(5):309-317.
- [CrossRef] [Google Scholar]
- Durable superamphiphobic nano-silica/epoxy composite coating via coaxial electrospraying method. Appl. Surf. Sci.. 2018;436:283-292.
- [CrossRef] [Google Scholar]
- Acrylated Hydroxyazobenzene Copolymers in Composite-Resin Matrix Inhibits Streptococcus mutans Biofilms In Vitro. Pediatr Dent.. 2021;43(6):484-491.
- [Google Scholar]
- A review on occurrence, characteristics, toxicology and treatment of nanoplastic waste in the environment. Environ. Sci. Pollut. Res.. 2021;28(32):43258-43273.
- [CrossRef] [Google Scholar]
- A Study of IOT and its Applications on Automation and Attendance Monitoring System. Computer Communication and Informatics (ICCCI). 2022;IEEE:1-7.
- [CrossRef] [Google Scholar]
- Comparative evaluation on mechanical properties of jute, pineapple leaf fiber and glass fiber reinforced composites with polyester and epoxy resin matrices. Mater. Today: Proc.. 2018;5(2):5649-5654.
- [CrossRef] [Google Scholar]
- Impact of water flooding on hard cement-recycled polystyrene composite immobilizing radioactive sulfate waste simulate. Constr. Build. Mater.. 2019;222:522-530.
- [CrossRef] [Google Scholar]
- Effect of alkali treatment on mechanical properties of jute fiber-reinforced partially biodegradable green composites using epoxy resin matrix. Polym. Polym. Compos.. 2020;28(6):388-397.
- [CrossRef] [Google Scholar]
- Plasmonic anticounterfeit tags with high encoding capacity rapidly authenticated with deep machine learning. ACS nano. 2021;15(2):2901-2910.
- [Google Scholar]
- Enhancing supply chain performance using RFID technology and decision support systems in the industry 4.0–A systematic literature review. International Journal of Information Management Data Insights. 2022;2(2):100084
- [CrossRef] [Google Scholar]
- Loss of integrity of hydrogen technologies: A critical review. Int. J. Hydrog. Energy.. 2020;45(43):23809-23840.
- [CrossRef] [Google Scholar]
- Design of radar absorbing structure using SiCf/epoxy composites for X band frequency range. Ind. Eng. Chem. Res.. 2018;57(6):2139-2145.
- [CrossRef] [Google Scholar]
- A Review: Metal Filled Thermoplastic Composites. Polym.-Plast. Technol. Mater.. 2021;60(10):1033-1050.
- [CrossRef] [Google Scholar]




