

Translate this page into:
Feasibility of used cooking oil-based biodiesel (UCOB) as a dielectric for electrical discharge machining
⁎Corresponding author. yunus.mech19@nitttrchd.ac.in (Mohd Yunus Khan)
-
Received: ,
Accepted: ,
This article was originally published by Elsevier and was migrated to Scientific Scholar after the change of Publisher.
Abstract
This study is centered on the practicality of used cooking oil-based biodiesel (UCOB) as the dielectric for electrical discharge machining (EDM). To establish the usefulness of used cooking oil-based biodiesel as a dielectric for EDM, the essential properties of UCOB were determined and compared with ST EDM oil. Used cooking oil is an important source that can be employed for biodiesel production. Biodiesel was extracted by the process of transesterification. EDM performance was evaluated by applying a “one factor at a time” approach while machining Inconel-625 using EDM oil and bio-dielectric fluids. For both dielectric fluids, the material removal rate was observed to increase with discharge current. The lowest value of TWR was observed at 50 µs while the highest value was observed at 1000 µs. Thus, the performance trend for both fluids was similar. However, the performance of UCOB was slightly better than that of EDM oil. This variation is due to the difference in chemical composition of both dielectric fluids. The highest material removal rate 20.333 mm3/min was observed for UCOB operation at a discharge current of 12.48 A and the lowest material removal rate (0.123 mm3/min) was obtained with a discharge current of 1.56 A for EDM oil. It has been established that UCOB can be suitably utilized as dielectric fluid to increase the sustainability of the EDM process.
Keywords
Electrical discharge machining
Dielectric fluid
Used cooking oil
Transesterification
Biodiesel
Bio-dielectric fluid
Sustainability

- CI
-
compression ignition
- EDM
-
electrical discharge machining
- HC
-
hydrocarbon
- ID
-
discharge current
- MRR
-
material removal rate
- OFAT
-
one factor at a time
- Ra
-
average surface roughness
- SHCO
-
second hand cooking oil
- SH
-
surface hardness
- SR
-
surface roughness, Toff, pulse off-time
- Ton
-
pulse on-time
- TWR
-
tool wear rate
- UCO
-
used cooking oil
- UCOB
-
used cooking oil-based biodiesel
- WVO
-
waste vegetable oil
Abbreviations
1 Introduction
Manufacturing processes produce material for usage by humans, yet also utilize a lot of resources and trash. Environmental degradation has resulted from waste generated during manufacturing operations, all through product use, and after the finish of the product's life. Accordingly, minimizing resource utilization and lowering the production system’s environmental impact have become altogether significant (Selicati and Cardinale, 2021). Along these lines, industries are striving for sustainable manufacturing. This is a grave issue that requires the instant notice of researchers. A manufacturing approach that minimizes waste, enhances efficiency, and has low effects on the environment is called sustainable manufacturing.
The connection amidst manufacturing practices and the environment is slowly been given importance. Machining efficiency and environmental issues have now become requirements for the manufacturing sector (Sarkis, 2001). Conventional practices of manufacturing are used to consider production process comparisons for the number of products. Today, manufacturing practices takes into account not only products and processes but also other variables like environmental issues, the health of the operator, ergonomics of the process, and have incorporated the organizational part of the manufacturing practice. Sustainability has been deciphered in numerous ways, taking into consideration various necessities for different applicability and goals. For the manufacturing sector, the meaning of sustainability needs furtherance. Sustainability in manufacturing is defined by the US Department of Commerce as “the creation of manufactured products that use processes that minimize negative environmental impacts, conserve energy and natural resources, and are economically sound and safe for employees, communities, and consumers” (Rosen and Kishawy, 2012). The objectives of a sustainable manufacturing process can be achieved by implementing methods that will influence product design, process design, and operational techniques.
Recently, several novel materials with special properties have been developed. These materials are finding wide applications in industries such as aircraft, automobiles, chemical, and medical implants. Nonetheless, these materials are difficult to machine using traditional machining methods and require researchers to investigate newer methods of machining which keep up with or even further develop accuracy and material removal rate. The machining methods should also be cost-effective. EDM is a widely acceptable non-traditional machining method used to machine novel materials that are hard (Khan and Rao, 2019) and difficult-to-machine using traditional techniques (Guo et al., 2016). In this type of machining, the tool and workpiece remain contactless and thus free from mechanical stresses and vibrations (Sen et al., 2012). The spark erosion process is popular for over seven decades. This process is conveniently and effectively machining newer materials. Thermo-electric energy is employed for material expulsion from the workpiece. This process can be employed on electrically conductive materials and is not dependent on physical and chemical properties (Kumar et al., 2014). The process is used to produce complicated shapes and tiny apertures (Khan et al., 2020) and finds application in many industries including automobile, aerospace, biotechnology, medical, etc. (Khan and Rao, 2019).
The electrical discharge machining has got several variants which are depicted in Fig. 1. The basic working principle of the electrical discharge machining is the same in all variants. These types of EDM make machining appropriate for products from relatively large to small size. EDM is finding applicability in advanced industries to facilitate complex machining processes and attain greater accuracy of machining. Since the advent of EDM, several endeavors have been conducted to achieve improvement in machining characteristics and stability of electrical discharge machining but environmental issues have not been researched altogether. The well-being of the machine operator and environment should be given due consideration during EDM progress.
Different variants of EDM.
2 Sustainability concerns of EDM process
Considering the effect on the surroundings and the possibility of harmful impact on health, the hydrocarbon-based dielectric fluid used in EDM assumes the biggest part. An investigation of the emissions liberated during EDM with hydrocarbon oils shows the presence of various toxic substances (Leão and Pashby, 2004) that can cause health issues like headache, faintness, ENT irritation, memory loss, and digestive problems (Leppert, 2018). Metal particles that were emitted result in skin allergies, respiratory and lung problems. Heat and noise are also produced as a result of the EDM process. The input–output diagram of the EDM process is depicted in Fig. 2. Efforts should be made to guarantee the sustainability of the spark erosion machining to have a pollution-free surrounding with reduced wastage required for the “greening” of the manufacturing process. Amongst most of the research prospects, the vegetable oil-based dielectric is used in the EDM to achieve green manufacturing. The viability of used cooking oil-based biodiesel as a dielectric for sustainable EDM process has been explored in this work. Vegetable oil-based dielectric fluids offer numerous benefits concerning sustainability. Thus, its applicability in the EDM process is likely to enhance the sustainability indices of the process.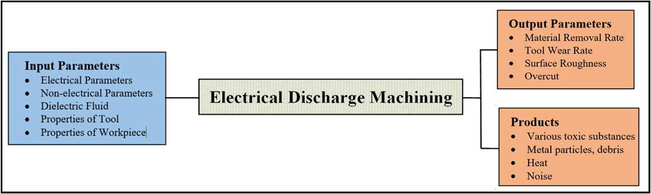
Input-Output diagram of the EDM process.
3 Working principle of EDM
Electrical discharge machining (as shown in Fig. 3) is a controlled process used to evacuate material from the workpiece through repeating sparks amidst the work sample and tool submerged in a suitable dielectric medium. The workpiece and tool are connected to different terminals and are separated by a gap through which a suitable dielectric fluid flows. The high potential difference is maintained across the gap between the work sample and the tool. Under high potential difference, the spark is produced between two electrodes. EDM process utilizes discrete electrical discharges to ionize the dielectric fluid and develop plasma in between two electrodes which prompt temperature of the order of 8000 to 12000 °C (Abdulkareem et al., 2010). Material removal happens due to instantaneous vaporization of the material alongside melting because of striking sparks. The detailed mechanism of the material removal is discussed in the next heading. Spark erosion machines have a servo-controlled feed system that automatically retains a pre-determined gap between the work sample and the tool. Thus, the work material is completely contactless with the tool. Best results are obtained when the tool is positioned such that constant and uniform sparking is assured. If the gap is large, the dielectric fluid between workpiece and tool will not get ionized, sparking will not take place and therefore machining won’t happen. If the gap is small size, the tool will come in contact with the work material, causing the tool to be short (Khan and Rao, 2019; Leppert, 2018).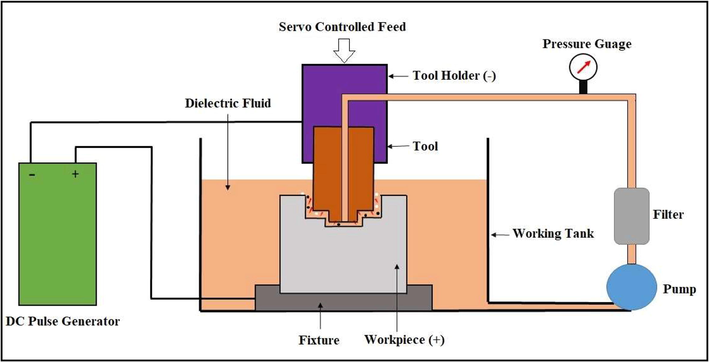
Schematic diagram of die sinker EDM.
Dielectric fluid is a medium in which controlled discharge occurs (Chakraborty et al., 2015). It performs several functions and significantly affects output variables (Luo, 1997). The dielectric medium acts as an insulator amidst two electrodes and provides cooling at the end of machining. It also helps to carry out debris from the discharge gap (Zhang et al., 2014; Chakraborty et al., 2015). The functions performed by dielectric fluid in spark erosion machining include insulation, ionization, cooling, and debris removal after machining. The dielectric fluid ionizes and de-ionizes at high frequencies during machining under the application of suitably high voltage difference. Each cycle evacuates a small quantity of material from the workpiece surface.
There are several input factors involved in the EDM process. Thus, the nature of the spark machining process cannot be predicted since the process is extremely dynamic, irregular, and complicated to forecast. High temperature and breaking-up of dielectric fluid during the spark machining produce undesirable products, pollutants, dissolved metal particles, aerosols, heat, and noise. This results in pollution that can be harmful (Tönshoff et al., 1996). Apart from that waste dielectric disposal or explosion risks also pose a problem.
4 Mechanism of material expulsion in EDM
In spark erosion machining, the material expulsion mechanism is governed by three theories, which are discussed below:
4.1 High-Pressure theory
As per this theory, abrupt stoppage of electro-dynamic waves produces an impulsive pressure which results in the expulsion of material from the workpiece. In the case where energy discharge is small, the discharge pressure alone wouldn’t be sufficient to expel material, however, in association with other parameters.
4.2 Static field theory
As per Coulomb’s law, the charge on the two electrodes brings about electrostatic forces in between them. This force produces stress on the electrodes which, when the gap is little, can exceed the ultimate stress limit of the work material leading to rupture.
4.3 High-Temperature theory
As per this hypothesis, because of a barrage of electrons of high energy on the electrode surface, the spot attains a high temperature (around 10,000 °C), particularly for materials of low heat conductance. At such a high value of temperature, rapid melting of the material at the spot takes place followed by vaporization producing a crater on the surface. The proportion between the energy used at the anode and the discharge energy is in relation to different variables such as the spark gap, potential difference, mean free path of electrons, etc. This high temperature isn’t achieved by electrons bombardment alone, the Joule-heating by a high-density current is also contributed.
The above theories don’t independently characterize the electrical discharge machining mechanism. Nonetheless, these hypotheses can be consolidated for the depiction of the process. The high-temperature theory is the most preponderant of the three theories. A combined hypothesis is still to be established. Considering the thermal process, the electrons emitted from the localized point of the cathode quickly move towards the anode under the action of the electric field, resulting in an avalanche breakdown of the dielectric. This permits the occurrence of a spark, and as a result, the plasma channel is developed between the sparking sites as depicted in Fig. 4. The high current density inside the plasma column develops the thermal source to divide the energy between electrodes and the dielectric medium. A major portion of the energy goes to the workpiece while only a small portion goes to the tool. The heat that goes to the anode melts and vaporizes the material and the same process takes place at the cathode. Thus, erosion of tool material takes place. The heat vaporizes the dielectric fluid, covering the surrounding by a plasma channel. When the voltage between the electrodes is withdrawn, the plasma channel collapses (de-ionization of dielectric takes place), and the infusion because of gauzing of the high-pressure fluid into the plasma channel cools melted liquids and vapors to form debris. The removal of debris by the dielectric fluid is referred to as flushing and it continues with subsequent sparks developing small craters on the workpiece as well as the tool (Azam, 2016).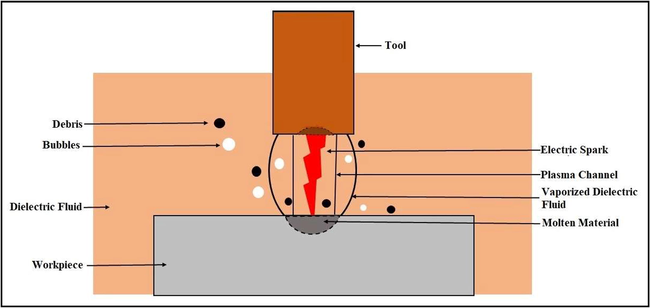
Development of spark in electrical discharge machining.
5 Feasibility and sustenance of dielectric fluid
Dielectric fluid performs several important functions which greatly influences the characteristics of machined product. The complex characteristics of dielectric fluid and the complicated mechanism of the process together make EDM a complicated machining process. To characterize and assess the sustainability of the EDM process, it is basic to comprehend the role of different characteristics of dielectric fluid on process behavior. The dielectric fluid helps to insulate the gap before the spark is produced and concentrates the discharge energy on the small region. After discharge, the dielectric fluid helps in recovering the desired gap condition by cooling and deionizing. It flushes out the debris produced during the machining operation (Khan and Rao, 2019).
Most frequently used are hydrocarbon and synthetic fluids. Hydrocarbon fluids like kerosene, mineral oils, etc are commonly used due to their cost and availability. However, these fluids have the least working life and give rise to environmental pollution. Synthetic fluids are more costly but higher working life. Further, these fluids cause comparatively fewer health issues. Breakdown of hydrocarbon (HC) fluid liberates metallic particles, minute droplets of dielectric, and exhales harmful gases. These products cause cancer (Leão and Pashby, 2004). It causes pollution and can be harmful to the operator. Hydrocarbon and synthetic fluids generate detrimental by-products (Paramashivan et al., 2012; Liu et al., 2013). These by-products can pose environmental problems, and disposal of waste is also an issue. The use of vegetable oil dielectric presents an environmentally affable way of enhancing the sustainability of the EDM process. These fluids can significantly reduce environmental degradation, conserve energy, and are cost-effective (Valaki et al., 2015). Also, vegetable oils are biodegradable and non-toxic.
6 Supply technique of dielectric fluid in EDM
The electrical discharge machining is essentially impacted by the choice of dielectric fluid and the manner it is provided to the machining region. The EDM process can be completed in three ways: wet, dry, and near-dry as represented in Fig. 5. The wet EDM uses dielectric fluid and is provided to the machining zone either from the side or through the tool. During the process, both the electrodes are completely immersed in the dielectric. In dry mode, the dielectric is delivered to the machining region in the form of a pressurized jet of gas. This process reduces pollution in comparison to the wet mode by reducing the emissions released to hydrocarbon dielectric (Abbas et al., 2012). In near-dry mode, the dielectric is provided as a spray of the required ratio of fluid and gas.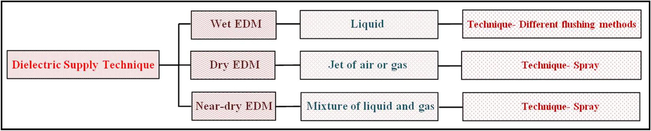
Dielectric supply techniques for EDM.
7 Vegetable oils as dielectric fluid
The kinematic viscosity of vegetable oil is higher than conventional dielectric fluid. Due to this vegetable oil can not be used as dielectric fluid. To use vegetable oil as EDM fluid, a reduction in viscosity is required (Khan et al., 2020). One of the methods for achieving a reduction in viscosity is transesterification reaction through vegetable oil can be converted into its ester called biodiesel. The most common application of transesterified vegetable oils is as fuel in the CI engine. In this work, the utility of used cooking oil-based biodiesel as a dielectric fluid for the EDM process has been studied. Before analyzing dielectric fluid properties, a systematic study of the literature available in the area of bio-dielectric fluids has been conducted. Various attempts had been done to find a substitute dielectric fluid by investigators to solve the problem of environmental pollution and health issues of the operator. Bio-dielectric fluid can address these issues. Further, this substitute EDM fluid is sustainable and cost-effective. Thus, it is helpful in achieving the goal of “green manufacturing”. To give a better insight into the research in the area of the bio-dielectric fluid in the EDM, a summary of the literature review has been presented in chronological order as given in Table 1. The results of various studies are encouraging and can be utilized for further experimentation on EDM.
S.No.
Authors (Year)
Workpiece/ Tool
Dielectric Fluid
Findings
1.
Mali and Kumar (2016)
Inconel 718/ Copper
Waste vegetable oil, blended used vegetable oil, and conventional hydrocarbon fluid.
Waste oil gave a higher material removal rate (MRR) while blended oil gave a lower MRR. While tool wear rate (TWR) obtained with waste oil was noticed to be remarkably higher. Surface roughness (SR) obtained with waste was higher.
2.
Valaki et al. (2016)
P20+ (M238 HH grade) plastic mold steel/ Copper
Jatropha biodiesel and kerosene
Jatropha biodiesel gave better MRR, SR, and surface hardness (SH).
3.
Ng et al. (2017)
Bulked metallic glass and Ti64 alloy / Copper
Hydrocarbon fluid, and transesterified Canola and Sunflower oils
Improvement in MRR and TWR was observed with bio-dielectrics.
4.
Sadagopan and Mouliprasanth (2017)
Al 6063/ Copper
Biodiesel (Palm styrene), transformer oil, and kerosene
Results showed that biodiesel gave higher MRR, lower TWR, and enhanced surface finish. Further, biodiesel emanates lesser smoke and odor.
5.
Dastagiri et al. (2017)
Manganese steel
Combination of EDM oil and Palm oil
Improvement in MRR and SR was observed with blended dielectric fluid.
6.
Triyono et al. (2018)
SKD 61 steel/ Copper
Blend of Jatropha oil and kerosene
The values on TWR and MRR were unaffected by the viscosity of the fluid employed.
7.
Das et al. (2019a)
Ti6Al4V/Copper
Biodiesels of Jatropha, Canola, and Neem oils and kerosene
Vegetable oil dielectrics gave higher MRR and lower SR in comparison to kerosene.
8.
Das et al. (2019b)
Ti-6Al-4 V/Copper
Neem oil biodiesel and kerosene
With Neem oil biodiesel, higher MRR and lower SR were observed.
9.
Dastagiri et al. (2019)
EN-31 steel/ Copper
Pongamia Pinnata oil and EDM oil
Lesser dielectric contamination after machining was observed. Better surface finish, same MRR, and less TWR were obtained with bio-dielectric when compared to EDM oil.
10.
Khan et al. (2020)
-----
Jatropha curcas oil and kerosene
Experimentally investigated the applicability of jatropha oil biodiesel for the EDM process.
11.
Singaravel et al. (2020)
Ti-6Al-4 V/Copper, Brass and Tungsten-Copper
Oils of Sunflower, Canola, and Jatropha and kerosene
The study revealed that vegetable oils bear similar characteristics and evacuation mechanisms in comparison with kerosene.
12.
Ahmad et al. (2020)
AISI D2 steel/ Copper
Palm oil and kerosene
Significant enhancement in MRR for palm oil operation was observed. TWR and average surface roughness for palm oil were found to be observed to be slightly higher as compared to kerosene dielectric operation.
13.
Das et al. (2020)
Titanium alloy/ Copper
Neem oil-based biodiesel and kerosene
Increment in MRR and decrement in SR were seen with neem oil dielectric when contrasted with kerosene.
14.
Mishra and Routara (2020)
EN-24 grade alloy steel/ Copper
Transesterified Polanga oil and EDM oil
Higher MRR, better surface finish, surface hardness, and refined microstructure quality were also observed with biodiesel.
15.
Das et al. (2021)
Ti-6Al-4 V/Copper
Neem oil-based biodiesel and Kerosene
Higher MRR, lower SR, and higher TWR were noticed with bio-dielectric.
The results can be summarized as:
-
Some edible, inedible, and used vegetable oils have been tested in EDM. There are many vegetable oil that can be explored and experimented in the EDM. Attention should be focused on inedible and used oils.
-
The properties of bio-dielectric fluids are found to be in good agreement with those of conventional dielectric fluids. Thus, establishing the suitability of biodiesel as the dielectric fluid for EDM operation.
-
The machining characteristics of EDM improved when bio-dielectric fluids were used instead of conventional fluids. Most of the bio-dielectric gave a higher rate of material expulsion at the time improved surface quality and lesser tool wear.
-
Better surface hardness with vegetable oil operation.
-
Feasibility of vegetable oil-based dielectric fluid for machining various materials should be conducted. The compatibility of the bio-dielectric fluid with tool material is also required to be investigated.
-
Investigations on the biodegradability of biodiesel and pollution generated during spark machining from biodiesel operation are also studied. Pollution-free operation with bio-dielectric has been reported.
From Table 1, it can be noticed that investigations on the EDM using transesterified vegetable oil as a dielectric fluid have been conducted by several researchers. The effect of using bio-dielectric fluid on EDM performance characteristics like MRR, TWR, and surface characteristics has been studied. In most of the studies, improvement in material expulsion and surface finish while a slight increase in TWR has been noticed. The surface characteristics of the workpiece and tool should be analyzed thoroughly. Most of the researchers have used inedible oils like jatropha, neem oil, etc., and edible oil like canola, palm, etc. have also been tested in the EDM. Less research is available on the utilization of waste cooking oil-based biodiesel as EDM fluid. The effect of the addition of powder or nanotube in bio-dielectric fluid on EDM performance has not been reported. The compatibility of biodiesel with the dielectric circulation system and other parts of the EDM has not been investigated.
8 Used cooking oil
Used cooking oil (UCO) is also known as waste vegetable oil (WVO). Vegetable oils utilized for cooking incorporate oils of sunflower, soybean, mustard, etc. They experience oxidation at the point where these oils are heated for a prolonged period and give various oxides, which have unfavorable effects on health such as slow down of growth, enlargement of liver and kidney as well as damage to the cells of different organs.
An enormous amount of UCO is produced worldwide in the food sector. Restaurants in the United States generate around 300 million US gallons of used cooking oil a year, the majority of which end up in landfills. With each one million residents in some metropolitan areas of the US, approximately 1.5 million gallons of grease and oil go into the sewer annually. Expanded across the nation is a huge amount of oil dumped every year (Khan, 2018). The evaluated measure of UCO collected in Europe is around 0.49–0.70 million gallons in a day (Supple et al., 2002). In Japan, almost 4–6 lakhs tons of UCO are generated yearly of which only just half is kept for industrial application (Murayama et al., 2000). The such enormous output of used cooking oil in the world poses significant issues of collection and dumping. The main portion of the used cooking oils is discarded improperly, for most goes to the municipal drainage (Rakopoulos et al., 2011). Used cooking oil disposed of wrongly in kitchen sinks can solidify and can obstacle pipeline (Refaat, 2010). A large amount of used oil is disposed into rivers and lands causing environmental issues (Yang et al., 2007). Utilizing used cooking oil in any application will reduce the disposal problem and hence will be valuable from an environmental point of view (Kulkarni and Dalai, 2006).
Substantial research has been carried out to establish the utility of UCO as a substitute fuel for compression ignition (CI) engines (Capuano et al., 2017; Oyedepo et al., 2019; Dey and Ray, 2020). Engine running of UCO-based fuel exhibited good performance and emission characteristics. Apart from being used as a fuel in CI engines, used cooking oil is also used in various applications. Dinesha et al. (2019) utilized used oil as a fuel in the cooking stoves. Altun (2019) produced polyhydroxyalkanoates using was used sunflower oil combined with digestate of chicken manure. Dankwa et al. (2018) produced synthetic base fluids for drilling mud formulation using used cooking oils. Fernandes et al. (2017) developed epoxy resin blends and composites using used cooking oil. Somé et al. (2016) evaluated the feasibility of using used sunflower and rapeseed oils-modified natural bitumen as binders for asphalt pavement design. Used cooking oil is also used for manufacturing soap (Chhetri et al., 2008). The feasibility of using UCO as a cooling medium in transformers by Raeisian et al. (2019). An environment affable possibility for grease acquired from used cooking oil worked by Hyder et al. (2011).
9 Transesterification of used cooking oil
At standard temperature, the viscosity of used cooking oil is 40.23 cSt (Khan et al., 2007), which is quite high in comparison to 2.5 cSt for kerosene (conventionally used dielectric fluid). The viscosity of vegetable oils is higher because of their larger molecular weight and complex chemical structure (Barnwal and Sharma, 2005; Khan, 2018). Viscosity makes UCO unacceptable for use as the dielectric fluid for spark erosion machining. To utilize used cooking oil in the EDM, a decrease in viscosity is required. Two of the main methods can be utilized to tackle the problem of high viscosity, which include dilution of UCO with less viscous oils and transesterification i.e. conversion into biodiesel (Khan et al., 2020).
Biodiesel is derived from the transesterification of vegetable oil (Ramos et al., 2019). Even though there are different techniques for transesterification, the batch reaction technique is preferred because of its simplicity and adaptability in the research laboratory. Vegetable oils mainly comprise tri-glycerides that are esters of three fatty acids and one glycerol. Carbon chain length and number of double bonds are different in various fatty acids. The main fatty acids contained include stearic, palmitic, oleic, linoleic, and linolenic. Vegetable oils contain a small percentage of free fatty acids and traces of water (Srivastava and Prasad, 2000). The transesterification reaction is influenced by the temperature, the proportion of alcohol and oil, the kind of catalyst used, the stirring rate, and the purity of the reactants (Freedman et al., 1984). In this process, a tri-glyceride reacts with excess alcohol in the presence of a suitable catalyst, to give the ester of fatty acids (referred to as biodiesel) and glycerol. Three moles of alcohol are required for each mole of tri-glyceride to get three moles of biodiesel and one mole of glycerol (Ramos et al., 2019). The transesterification reaction is represented in Fig. 6. An appropriate catalyst is used to increment the rate of reaction. Alcohols used are methyl alcohol, ethyl alcohol, etc. The transesterification process consists of three successive reactions in which mono-glycerides and di-glycerides are intermediate products. After the process, glycerol is separated (Catarino et al., 2020). Usually, the process is conducted near the boiling temperature of methanol (60 to 70 °C) at atmospheric pressure (Srivastava and Prasad, 2000). An improvement in biodiesel through purification techniques is followed. Purification by dry washing using proper sorbent can be carried out (Catarino et al., 2020).
Transesterification process.
10 Characterization of UCOB as dielectric fluid
In the present investigation, the utility of used cooking oil-based biodiesel as an EDM dielectric was evaluated. UCOB is a waste oil as discussed. Utilizing oil from waste to get dielectric fluid is the main crux of this research. To extract biodiesel from used cooking oil, the first task was the collection of oil. UCO was collected from a nearby restaurant. Collected oil was properly filtered and transesterified to get biodiesel. The main properties of UCOB were determined and compared with commercial grade EDM oil to establish the suitability of UCOB as a dielectric fluid for electrical discharge machining. The market name of EDM oil used is ST KOOL EDM-250 (M/s See Lube Technologies Pvt. Limited, Ludhiana, India). ST EDM oil is a highly refined synthetic fluid with negligible aromatic contents, which prevents oil from blackening furing operation. The comparison of properties of both fluids is made in Table 2.
Property/Fluid
UCOB
ST EDM oil
Color
Dark brownish
Bright and clear
Viscosity (cSt, at std. temperature)
5.90
2.33
Density (g/cm3 at room temperature)
0.842
0.775
Thermal conductivity (W/m-K)
0.146
0.139
Specific heat (J/kg-°C)
1.73
1.95
Dielectric constant (at 27 °C)
3.10
2.02
Breakdown voltage (kV)
36
56
ST EDM oil is available in the Machine Tool Laboratory of the National Institute of Technical Teachers’ Training and Research (NITTTR), Chandigarh, India for the use in ToolCraft spark erosion machine available in the Laboratory. It tends to be observed from the table that both dielectric fluids have different characteristics. The differences in properties are a direct result of their different chemical structures. ST EDM oil is a synthetic oil while used oil is composed of glycerides of fatty acids, among which tri-glycerides are the most common (Khan et al., 2020). Properties like viscosity, dielectric constant, thermal conductivity, specific heat, and breakdown voltage were determined at a private laboratory TRU-FIL Limited, Navi Mumbai, India while the density of dielectric fluids was measured in the Material Testing Laboratory of the NITTTR.
From the Table, it can be noted that the used cooking oil-based biodiesel is dark brown while the EDM oil is clear. The dark color of UCOB is due to the burning it has undergone during the cooking process. The viscosity of used cooking oil-based biodiesel is found to be significantly higher than that of EDM oil. Lesser viscous fluids are better for developing accurate and finer surfaces. Low viscosity results in easy flushing through smaller gaps amidst tool and work samples in the case of fine machining. For achieving higher material removal, viscous fluid is required (Rao, 2013). The density of used cooking oil-based biodiesel is noticed to be high as compared to EDM oil. The effect of density is significantly striking during the finishing process compared to roughing. Heavier fluid remove more material. Dielectrics commonly employed have a density varying from 0.750 to 0.820.
The thermal conductivity value of biodiesel is marginally more than that of EDM oil. High thermal conductivity leads to greater material evacuation as it permits higher heat transfer in the sparking region. Specific heat of biodiesel is lower in comparison to ST EDM oil. High specific heat implies dielectric fluid can hold a large amount of heat for a low mass or temperature change. High specific heat and thermal conductivity also result in effective electrode cooling (Valaki and Rathod, 2016; Bajaj et al., 2020). The dielectric constant of fluid is related to its capability to insulate charges from each other. The dielectric constant for UCOB is higher than for EDM oil. A higher value of the dielectric constant demonstrate higher polarity and a better ability to stabilize charges (Khan et al., 2020). Breakdown voltage for UCOB was found to be significantly lower than that for EDM oil. Higher breakdown voltage slows early sparks and reduces the chances of undesired arcing, leading to efficient sparking cycles (Bajaj et al., 2020).
11 Performance of the EDM using UCOB
11.1 Experimental setup and procedure
The experiments were performed using a one factor at a time (OFAT) approach. In this strategy, one factor at a time is altered in the course of experimentation while other variables are kept constant. OFAT technique is useful for considering the impact of each factor on output variables. The experimentations were conducted using ST KOOL EDM-250 and UCOB as dielectric fluids on a Tool Craft die-sinking EDM machine (Model: G30 Integrated type) available at the National Institute of Technical Teachers’ Training and Research, Chandigarh, India. The pictorial representation of the experimental setup is shown in Fig. 7. The EDM machine was got calibrated by M/s SAM Automation Technologies Pvt. ltd., Mohali, India before experimentation. Inconel-625, nickel-based superalloy was used as the work material for the conducting experiment, and the Copper rod of 10 mm diameter as the tool material. Inconel-625 is known to have high strength and toughness. It has high resistance to temperature and corrosion. It finds application in like chemical plants, aerospace, nuclear reactor, gas turbine, etc (Khan et al., 2022a).
Schematic diagram of the EDM machine (Courtesy: National Institute of Technical Teachers’ Training and Research, Chandigarh, India).
The capacity dielectric tank of the EDM machine is 60 L. Before starting the experimentation, the EDM oil was completely drained and the tank was thoroughly cleaned. Fresh EDM oil was filled in the tank for experimentation. For conducting experimentations with bio-dielectric fluid, the tank was emptied again, cleaned and UCOB was filled in it. The values of the input parameters taken for experimentation were based on the machine manual and control panel are given in Table 3.
Process Parameters
Symbols
Units
Values
Discharge current
ID
A
1.56, 3.12, 4.68, 6.24, 7.8, 9.36, 10.92, 12.48, 14.04
Pulse on-time
Ton
µs
50, 75, 100, 150, 200, 300, 500, 75, 1000
Pulse off-time
Toff
µs
50, 75, 100, 150, 200, 300, 500, 75, 1000
Process parameters selected were discharge current (ID) and pulse on-time (Ton) and their effects on material removal and tool wear were studied. These parameters were selected because they can directly affect the machining output of the EDM. Straight polarity was used during the experimentation. The spark gap was maintained at 0.025 mm by the servo control system and a gap voltage of 60 V was maintained (Khan et al., 2022b). The machining was performed for a time interval of 10 min and the amount of MRR and TWR was calculated by the wear weight method using equations (1) and (2) respectively.
The density values for Inconel-625 and Copper were taken as 0.00844 g/mm3 and 0.08905 g/mm3 respectively (Khan et al., 2022b; Valaki and Rathod, 2016). The precision electronic weighing machine (Model: Vibra) of Shinko Denshi Co. ltd., shown in Fig. 8 was used for the weight measurement of the workpiece and tool. It has the least count of 0.1 mg and a maximum capacity of 220 g. The workpiece and tool were cleaned, dried, and then weighed on the weighing machine. A stopwatch of one-second accuracy was used for recording the machining time. The machined workpiece samples are shown in Fig. 9. The tool was grounded after each experiment.
Electronic weighing machine (Courtesy: National Institute of Technical Teachers’ Training and Research, Chandigarh, India).
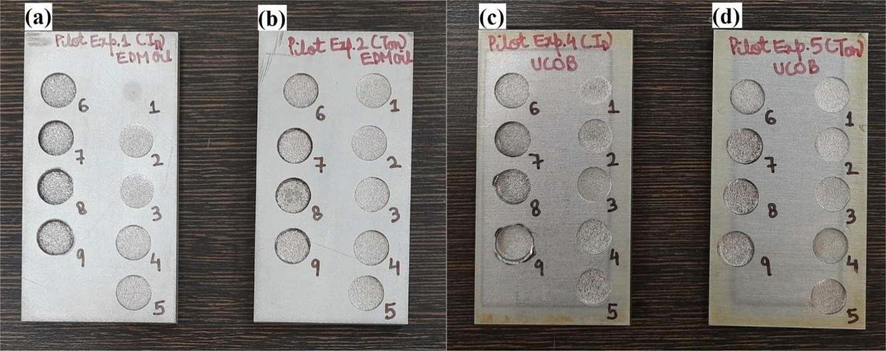
(a) Workpiece sample for UCOB (Pulse on-time 50–1000 µs, discharge current 7.8 A, and pulse off-time 300 µs) (b) Cu tool used for experimentation.
11.2 Performance analysis
Experimental results are represented graphically in Figs. 10–13. The values of discharge current were varied from 1.56 to 14.04 A to investigate its effects on material removal, whereas pulse on-time 300 µs and pulse off-time 300 µs both were kept constant during the experiments as shown in Fig. 10. It can be seen from the graph that for both dielectric fluids, the material expulsion rate increases with an increase in the discharge current. This is due to the fact that at low current a small quantity of heat is generated and utilized in melting and vaporizing a small quantity of material. From, 1.56 to 4.68 A, there was a slight increase in MRR. In between 7.8 and 12.48 A, the MRR increases significantly. After 12.48 A there is a drop in MRR. At 12.48 and 14.04 A, arcing was observed.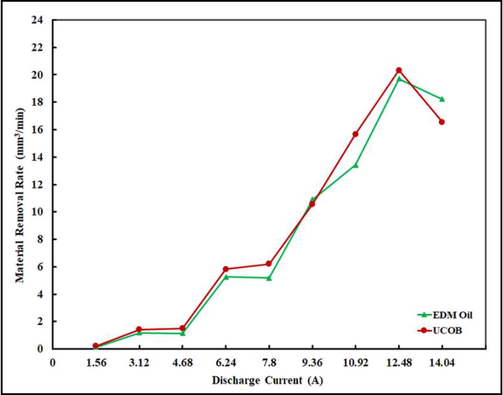
Effect of variation in discharge current on MRR at pulse on-time 300 µs and pulse off-time 300 µs.
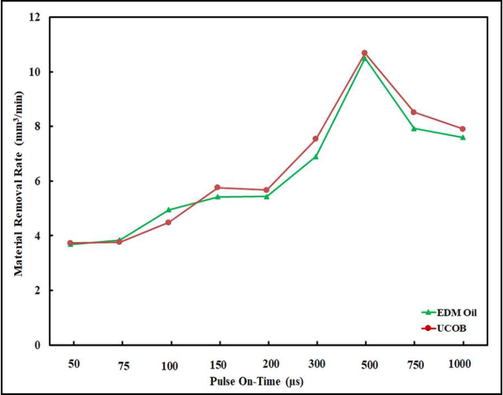
Effect of variation in pulse on-time on MRR at discharge current 7.8 A and pulse off-time 300 µs.
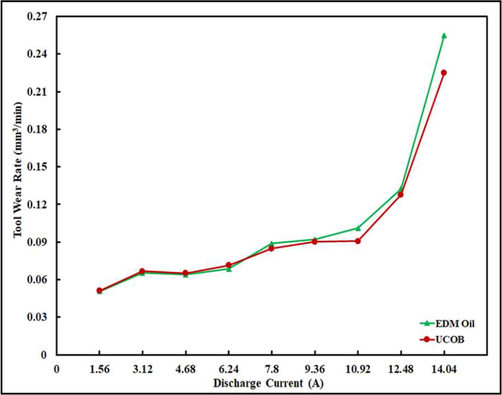
Effect of variation in discharge current on TWR at pulse on-time 300 µs and pulse off-time 300 µs.
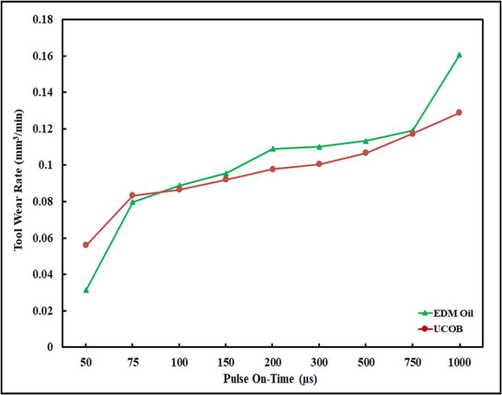
Effect of variation in pulse on-time on TWR at discharge current 7.8 A and pulse off-time 300 µs.
The effect of pulse on-time can be seen in Fig. 11 in which it varied from 50 to 1000 µs and the value of discharge current 7.8 A and pulse off-time 300 µs were kept constant. Metal removal is directly proportional to the amount of energy applied during the on-time. With a longer pulse duration, more workpiece material will be melted away. After 500 µs, there was a drop in MRR values. The trend of MRR variation is the same for both dielectrics. Under both experimental conditions, the rate of material removal for UCOB is observed to be higher than that for EDM oil. This can be credited to the lower breakdown voltage and higher oxygen content of UCOB contrasted to EDM oil. Low breakdown voltage drags out the sparking time (Valaki et al., 2019) and high oxygen content causes intense oxidation (Wang et al., 2014) delayed sparking, as it results in an effective sparking cycle.
The effect of variation in discharge current on TWR at pulse on-time 300 µs and pulse off-time 300 µs is shown in Fig. 12. As expected, the tool wear rate values were found to increase with an increase in discharge current. The minimum value of TWR was obtained at the smallest discharge current while the maximum value of TWR was obtained at the highest value of current. This means that machining with higher values of discharge current produces higher heat energy exerted on both tool and workpiece. The molten and ejected metal from both of them will increase. Beyond 10.92 A, an increase in TWR was observed to be drastic. The effect of variation in pulse on-time on TWR is shown in Fig. 13. Pulse-on time in experiments varied from 50 to 1000 μs keeping the other parameters constant. It is found that in the higher range of pulse on-time, TWR is higher. At 1000 µs, the increase in TWR was very drastic. It can be noted that the value of TWR for UCOB operation is lower than EDM oil, which indicates in an improvement of the tool life and reduces the cost of tool making. The lower TWR with UCOB is due to enriched oxidation which results in an efficient sparking cycle.
12 Conclusions
Substantial work has been conducted to enhance the machining attributes of EDM but ecological concerns are not reported much. This investigation aimed to understand the operational utility of eco-friendly used cooking oil-based biodiesel as a substitute dielectric fluid. Dielectric fluid performs numerous functions during EDM operation. It greatly affects the machining variables of the process. Popularly used dielectric fluids are based on hydrocarbons or synthetic fluids. Disadvantages associated with hydrocarbon and synthetic fluids-based dielectrics have been discussed. One way to overcome these problems is the use of vegetable oil as the dielectric in EDM. It provides a pollution free path for achieving process sustainability. The use of inedible and used cooking oil is far more imperative than edible oils. The main problem with the use of cooking oil is its high viscosity. The solution to the viscosity problem is the conversion into biodiesel. UCOB is biodegradable and non-toxic. So the semi-solid waste produced after machining can easily be disposed off.
The practicality of UCOB was attained by comparing its characteristics with those of conventional dielectric. Properties were found to be in good agreement with those of EDM oil. The higher dielectric constant and lower breakdown voltage value was observed for UCOB in contract with EDM oil. Performance of UCOB in Tool Craft die-sinker EDM was evaluated by applying a “one factor at a time” approach during machiing of Inconel-625. The variation for output paramters for both fluids was almost similar. Howver, the EDM performance using bio-dielectric fluid was slightly better than that of synthetic fluid. The highest material removal rate 20.333 mm3/min was obtained for bio-dielectric at a discharge current of 12.48 A and the lowest material removal rate was obtained for synthetic fluid at 1.56 A. It has been suggested that UCOB can be used as a substitute dielectric fluid for improving the sustainability of the electrical discharge machining process.
13 Recommendations and scope for future work
The used cooking oil-based dielectric fluid in different forms- pure, blended, and transesterified can be tested in EDM. The blending of used oils with kerosene or synthetic oils in varying proportions can be done. This blended dielectric fluid can be tested in the EDM machine to obtain the optimum blend ratio. Apart from used oil, inedible oils can also be tested.
The effect of vegetable oil on the surface characteristics of work and tool materials should be thoroughly investigated. Such studies help in evaluating the adverse effects of using vegetable oil-based dielectric on the surface of the workpiece and tool. The compatibility of vegetable oils with the dielectric circulation system and other components of the EDM machine needs to be investigated. Vegetable oil-based dielectric fluid has gumming tendency and result in deposit formation. The compatibility of tool material with vegetable oil-based dielectric fluid should also be investigated. The addition of powder can be done in vegetable oil to investigate the combined effect on EDM performance. Powder of nano-size can be employed. Economical analysis of employing used cooking oil as dielectric fluid can be conducted. Storage and stability of vegetable oil-based dielectric fluid should also be investigated. Structural changes in UCOB also need to be explored. The lifespan of vegetable oil-based dielectric is required to be investigated and established for using it.
14 Consent
All authors have read and approved the manuscript to be published.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Electrical discharge machining (EDM): practices in malaysian industries and possible change towards green manufacturing. Procedia Engg.. 2012;41:1684-1688.
- [CrossRef] [Google Scholar]
- Cooling effect on electrode and process parameters in EDM. Mater & Manufac Pro.. 2010;25(6):462-466.
- [CrossRef] [Google Scholar]
- Machinability performance of RBD palm oil as a bio degradable dielectric fluid on sustainable electrical discharge machining (EDM) of AISI D2 steel. In: Awang M., Emamian S.S., Yusof F., eds. Lectures Notes in Mech Engg (Ad in Material Sc & Engg). Singapore: Springer; 2020. p. :509-517.
- [CrossRef] [Google Scholar]
- Polyhydroxyalkanoate Production using waste vegetable oil and filtered digestate liquor of chicken manure. Prep. Biochemis BioTech.. 2019;49(5):493-500.
- [CrossRef] [Google Scholar]
- Azam, M., 2016. Investigation of work surface integrity and process optimization in electrical discharge machining. PhD Thesis, University of Engg & Technol, Taxila, Pakistan.
- Machining performance enhancement of powder mixed electric discharge machining using Green dielectric fluid. J. Brazilian Soc. Mech. Scs Engg.. 2020;42(10):1-20.
- [CrossRef] [Google Scholar]
- Prospects of biodiesel production from vegetable oils in India. Ren. Sus. Ener. Rev.. 2005;9(4):363-378.
- [CrossRef] [Google Scholar]
- Direct use of waste vegetable oil in internal combustion engines. Ren. Sus. Ener. Rev.. 2017;69:759-770.
- [CrossRef] [Google Scholar]
- Dry washing biodiesel purification using fumed silica sorbent. Chem. Eng. J.. 2020;386:123930
- [CrossRef] [Google Scholar]
- A review on the use of dielectric fluids and their effects in electrical discharge machining characteristics. Prec. Engg.. 2015;40:1-6.
- [CrossRef] [Google Scholar]
- Waste cooking oil as an alternate feedstock for biodiesel production. Energies. 2008;1(1):3-18.
- [CrossRef] [Google Scholar]
- Dankwa, O.K., Ackumey, S.S., Amorin, R., 2018. Investigating the potential use of waste vegetable oils to produce synthetic base fluids for drilling mud formulation. in: Proc SPE Nigeria Annual Int Conf & Exhibition, Nigeria, pp. SPE-193449-MS. 10.2118/193449-MS.
- An experimental and computational study on the feasibility of bio-dielectrics for sustainable electrical discharge machining. J. Manuf Pro.. 2019;4:284-296.
- [CrossRef] [Google Scholar]
- Das, S., Paul, S., Doloi, B., 2019b. Investigation of the machining performance of neem oil as a dielectric medium of EDM: a sustainable approach. in: IOP conference series: Mater Sc and Engg. 653(1), IOP Publishing, pp. 012017. doi: 10.1088/1757-899X/653/1/012017.
- Feasibility investigation of neem oil as a dielectric for electrical discharge machining. Int. J. Adv. Manufac. Technol.. 2020;106(3):1179-1189.
- [CrossRef] [Google Scholar]
- Assessment of the impacts of bio-dielectrics on the textural features and recast-layers of EDM-surfaces. Mater. Manufac. Pro.. 2021;36(2):245-255.
- [CrossRef] [Google Scholar]
- Effect of hybrid dielectric fluid on the performance of EDM parameters. Int. J. Engg. Sc. Math.. 2017;6(8):1178-1184.
- [Google Scholar]
- Pongamia pinnata plant seed oil as dielectric fluid for electro discharge machining process. Int. J. Engg.. 2019;32(12):1805-1812.
- [CrossRef] [Google Scholar]
- Optimization of waste vegetable oil-diesel blends for engine performance: a response surface approach. Arabian J. Sc. Engg.. 2020;45(9):7725-7739.
- [CrossRef] [Google Scholar]
- Performance and emission analysis of a domestic wick stove using biofuel feedstock derived from waste cooking oil and sesame oil. Ren Ener.. 2019;136:342-351.
- [CrossRef] [Google Scholar]
- Epoxy resin blends and composites from waste vegetable oil. Eur. Poly J.. 2017;89:449-460.
- [CrossRef] [Google Scholar]
- Variables affecting the yields of fatty esters from transesterified vegetable oils. J. Am. Oil Chemists Soc.. 1984;61(10):1638-1643.
- [CrossRef] [Google Scholar]
- Study of electrical discharge machining performance in water-based working fluid. Mater. Manufac. Pro.. 2016;31(14):1865-1871.
- [CrossRef] [Google Scholar]
- Lubricating grease from spent bleaching earth and waste cooking oil: tribology properties. Int. J. Phy. Scs.. 2011;6(20):4695-4699.
- [CrossRef] [Google Scholar]
- Waste vegetable oils (WVO) as compression ignition engine fuel: a review. J. Emer. Technol. Inn. Res.. 2018;5(9):180-190.
- [CrossRef] [Google Scholar]
- Characterization of used sunflower oil (USO) for utilization as CI engine fuel. In: Proc of All India Seminar On Catalysing Vision 2020. Rourkela: National Instiutute of Technol; 2007. p. :6-7.
- [Google Scholar]
- Electrical discharge machining: vital to Manufacturing industries. Int. J. Inn. Tech. Exp. Engg.. 2019;8(11):1696-1701.
- [CrossRef] [Google Scholar]
- Investigations on the feasibility of jatropha curcas oil based biodiesel for sustainable dielectric fluid in EDM process. Mat. Tod.: Proc.. 2020;26:335-340.
- [CrossRef] [Google Scholar]
- Comparative study of chemical composition of IN625 through OES and EDX techniques. Mater. Today: Proc.. 2022;52:1744-1748.
- [CrossRef] [Google Scholar]
- An experimental study on magnetic field-assisted-EDM process for Inconel-625. Adv. Mat. Process Tech. 2022:1-27.
- [CrossRef] [Google Scholar]
- Waste cooking oil an economical source for biodiesel: a review. Indus. Engg. Chem. Res.. 2006;45(9):2901-2913.
- [CrossRef] [Google Scholar]
- Electrical discharge machining of Al (6351)–SiC–B4C hybrid composite. Mater. Manufac Pro.. 2014;29(11–12):1395-1400.
- [CrossRef] [Google Scholar]
- A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. J. Mat. Pro. Technol.. 2004;149(1–3):341-346.
- [CrossRef] [Google Scholar]
- A review on ecological and health impacts of electro discharge machining (EDM) in: AIP Conf Proc. 2018;020014:1-10.
- [CrossRef] [Google Scholar]
- Experimental characterization of sinking electrical discharge machining using water in oil emulsion as dielectric. Mater. Manufac. Pro.. 2013;28(4):355-363.
- [CrossRef] [Google Scholar]
- The dependence of interspace discharge transitivity upon the gap debris in precision electrodischarge machining. J. Mater. Process. Technol.. 1997;68(2):121-131.
- [CrossRef] [Google Scholar]
- Mali, H.S., Kumar, N. 2016. Investigating feasibility of waste vegetable oil for sustainable EDM. in: Proc.6th Int & 27th All India Manufac Technol, Des & Res Conf, 405-410.
- Evaluation of technical feasibility and environmental impact of Calophyllum Inophyllum (Polanga) oil based bio-dielectric fluid for green EDM. Meas.. 2020;159:107744
- [CrossRef] [Google Scholar]
- Evaluating waste vegetable oils as a diesel fuel. Proc. IMechE, Part D: J. Auto Engg.. 2000;214(2):141-148.
- [CrossRef] [Google Scholar]
- Investigation of biodiesel dielectric in sustainable electrical discharge machining. Int. J. Adv. Manuf. Tech.. 2017;90(9):2549-2556.
- [CrossRef] [Google Scholar]
- Experimental investigation of waste vegetable oil-diesel fuel blends effects on performance of compression ignition engine. Procedia Manufac.. 2019;35:1039-1046.
- [CrossRef] [Google Scholar]
- Mathematical modeling of aerosol emission from die sinking electrical discharge machining process. App. Math. Modelling. 2012;36(4):1493-1503.
- [CrossRef] [Google Scholar]
- Feasibility study of waste vegetable oil as an alternative cooling medium in transformers. App. Ther. Engg.. 2019;151:308-317.
- [CrossRef] [Google Scholar]
- Comparative environmental behavior of bus engine operating on blends of diesel fuel with four straight vegetable oils of Greek origin: Sunflower, cottonseed, corn and olive. Fuel.. 2011;90(11):3439-3446.
- [CrossRef] [Google Scholar]
- Biodiesel production processes and sustainable raw Mater. Energies. 2019;12(23):4408.
- [CrossRef] [Google Scholar]
- Rao, P.N., 2013. Manufacturing Technology Vol. 3: Metal Cutting and Machine Tools. third ed.McGraw-Hill Ed Pvt Lmt, India.
- Different techniques for the production of biodiesel from waste vegetable oil. Int. J. Environ. Sc. Technol.. 2010;7(1):183-213.
- [CrossRef] [Google Scholar]
- Sustainable manufacturing and design: concepts, practices and needs. Sustainability. 2012;4(2):154-174.
- [CrossRef] [Google Scholar]
- Investigation on the influence of different types of dielectrics in electrical discharge machining. Int. J. Adv. Manuf. Tech.. 2017;92(1–4):277-291.
- [CrossRef] [Google Scholar]
- Manufacturing’s role in corporate environmental sustainability-Concerns for the new millennium. Int. J. Op. Prod. Manag.. 2001;21(5–6):666-686.
- [CrossRef] [Google Scholar]
- Selicati, V., Cardinale, N., 2021. Interpretation of manufacturing sustainability-assessment through hybrid exergetic and life-cycle metrics. Tecnica Italiana-Italian J of Engg Sc. 65(2-4), 143-150. doi: 10.18280/ti-ijes.652-401.
- A study on machinability of B-modified Ti-6Al-4V alloys by EDM. Mater. Manufac. Pro.. 2012;27(3):348-354.
- [CrossRef] [Google Scholar]
- Experimental investigation of vegetable oil as dielectric fluid in Electric discharge machining of Ti-6Al-4V. Ain Shams Engg. J.. 2020;11(1):143-147.
- [CrossRef] [Google Scholar]
- Evaluation of the potential use of waste sunflower and rapeseed oils-modified natural bitumen as binders for asphalt pavement design. Int. J. Pavement Res. Technol.. 2016;9(5):368-375.
- [CrossRef] [Google Scholar]
- Triglycerides-based diesel fuels. Ren. Sus. Ener. Rev.. 2000;4(2):111-133.
- [CrossRef] [Google Scholar]
- The effect of steam treating waste cooking oil on the yield of methyl ester. J. Am. Oil Chemists' Soc.. 2002;79(2):175-178.
- [CrossRef] [Google Scholar]
- Environmental and safety aspects of electrophysical and electrochemical processes. CIRP Annals. 1996;45(2):553-568.
- [CrossRef] [Google Scholar]
- The effects of dielectric fluid viscousity on chips formation rate and electrode wear rate in electrical discharge machining of SKD 61 steel. Mater. Sc. Forum.. 2018;929:177-185.
- [CrossRef] [Google Scholar]
- Assessment of operational feasibility of waste vegetable oil based bio-dielectric fluid for sustainable electric discharge machining (EDM) Int. J. Adv. Manufac. Technol.. 2016;87(5):1509-1518.
- [CrossRef] [Google Scholar]
- Environmental impact, personnel health and operational safety aspects of electric discharge machining: a review. Proc. Inst. Mech. Eng., Part B: J. Engg. Manufacture. 2015;229(9):1481-1491.
- [CrossRef] [Google Scholar]
- Investigation on technical feasibilyt of Jatropha curcas oil based bio dielectric fluid for sustainable electric discharge machining (EDM) J. Manuf. Pro.. 2016;22:151-160.
- [CrossRef] [Google Scholar]
- Sustainability issues in electric discharge machining. In: Gupta K., ed. Mater Forming, Machining & Tribology (Innovations in Manufac for sustainability). Cham: Springer; 2019. p. :53-75.
- [CrossRef] [Google Scholar]
- Research on the influence of dielectric characteristics on the EDM of titanium alloy. Int. J. Adv. Manufac. Technol.. 2014;72(5):979-987.
- [CrossRef] [Google Scholar]
- Effects of biodiesel on emissions of regulated air pollutants and polycyclic aromatic hydrocarbons under engine durability testing. Atmos. Envir.. 2007;41(34):7232-7240.
- [CrossRef] [Google Scholar]
- Investigation on the influence of the dielectrics on the material removal characteristics of EDM. J. Mater Process. Technol.. 2014;214(5):1052-1061.
- [CrossRef] [Google Scholar]




